
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины  приспособление для формовки выводов у микросхем с корпусами 2-го типа показано на рис. 22.12. Нижняя часть приспособления закрепляется на столе пресса, а верхняя - при помощи хвостовика 13 в ползуне пресса. Центрирование верхней и нижней частей приспособления осуществляется направляющими колонками 3. Микросхема помещается в матрицу 6, которая закреплена на планке 8. Последняя может перемещаться в пазу платы 7. При опускании ползуна пресса микросхема закрепляется в матрице прижимом 5, установлен- f ным на направляющих винтах 12. Необходимое уси-лие прижима создают пружины . Формовка выводов осуществляется роликами 10 при дальнейшем опускании ползуна. Ролики уста- новлены в рамках 2 на осях 9. Рамки шарнирно свя- ; заны с верхней плитой / и прижимаются к матрице плоскими пружинами 4. Шарнирное закрепление рамок позволяет производить формовку на угол, меньший 90°, т. е. с учетом последующего упругого пружинения выводов. Микросхемы могут устанавливаться без формовки выводов. В этом случае они нуждаются только в Рис. 22.13. Го- обрезке, которая осуществляется в специальных рячее лужение приспособлениях. Эти же приспособления применя-выводов ют в тех случаях, когда обрезка выводов производится независимо от формовки. Лужение выводов элементов обеспечивает высокое качество паяного соединения. На рис. 22.13 показана схема горячего лужения штырьковых выводов микросхем с обеспечением заданного расстояния между зеркалом расплавленного припоя и корпусом микросхемы 1. Последняя устанавливается в подвижной части установки 2, которая перемещается до погружения выводов в расплавленный припой. Глубина погружения определяется контактом 3 датчика с зеркалом припоя 4, находящегося в ванне 5. Микросхемы устанавливают в металлизированные и облужен-ные отверстия печатных плат с ориентировкой по ключу и закрепляют при помощи приспособлений. Приспособление для закрепления печатной платы при ручном монтаже электроэлементов на печатной плате показано на рис. 22.14. На основании / установлены стойки 2 с осями 3. Печатную плату закрепляют на раме 5 прижимами 4. Ее положение определяется штифтами 6. Требуемое положение платы фиксируется делительным диском 7 и штифтом 8. В мелкосерийном производстве целесообразно применять с в е -томонтажные столы, обеспечивающие программирование ручной сборки элементов на печатной плате. Светомонтажный стол представляет собой сложное устройство, в котором могут применяться различные принципы подачи электрорадиоэлементов и интегральных схем и указания места их размещения на печатной плате. Места установки элементов обеспечиваются проецированием посадочного места с кинопленки, подсветкой отверстий в печатных платах снизу и другими способами. При пользовании светомонтаж-ных столов производительность монтажника повышается на 20 % и более. 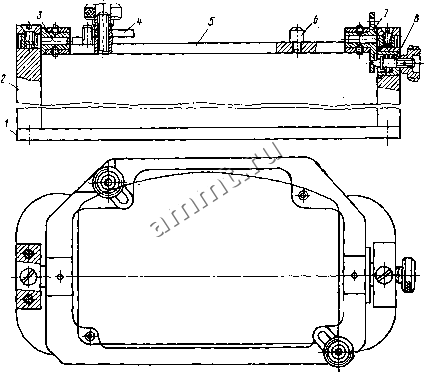 Рис. 22.14. Приспособление для закрепления печатной платы прн монтаже В условиях серийного и массового производства применяют сборочные автоматы. Они могут быть узкоспециализированными, рассчитанными на установку одного элемента, или универсальными, позволяющими устанавливать разнообразные элементы. Сборочные головки автоматов выполняют следующие операции: извлечение элементов из накопителей; формовку выводов; перенос элементов и установку их на печатной плате. Высокое качество монтажной пайки обеспечивается правильным выбором режимов пайки. Групповые методы пайки обеспечивают автоматическое поддержание режимов. При пайке паяльником на рабочем месте устанавливают прибор универсальный монтажника (ПУМ), предназначенный для подключения паяльника, электроножа для снятия изоляции и пробника. В приборе предусмотрена термопара для измерения температуры жала паяльника. Она состоит из двух металлов: хромеля и копеля. Прикосновение к термопаре нагретого жала паяльника вызывает в спае двух материалов ЭДС, пропорциональную температуре нагрева. Проверка монтажа заключается в контроле прочности механического соединения деталей и узлов, прочности пайки (сварки), f электрической прочности изоляции и отсутствия замыканий. Прочность механических соединений и пайки (сварки) проверя-ют путем покачивания проводников около места соединения пинцетом, отверткой или на вибрационных стендах. Проверенные ме- ста пайки и сварки рекомендуется закрашивать цветным прозрач- 1. ным лаком, что исключает возможность повторных осмотров. Для функционального контроля ТЭЗ используют автоматизированные системы контроля (АСК). Принцип работы АСК основан на тестовом методе проверки схем, который заключается в подаче , , на входы проверяемого ТЭЗ последовательности входных и анализе выходных сигналов. По результатам анализа делается заключение об их исправности. Автоматизированная система контроля позволяет выявить неисправные ТЭЗ с указанием выходных контак- . тов, на которых сигналы отличаются от требуемых. Поиск конкретных мест неисправности осуществляют с помощью системы диагно- ; стики. Она позволяет получить значения логических сигналов на выводах всех микросхем для каждого набора контролирующих тестов, а также перечень адресов по схеме ТЭЗ и последовательность . их проверки в случае неправильного логического сигнала на выходе любой микросхемы. Структурная схема АСК представлена на рис. 22.15. Сигналы управления и информации из ЭВМ подаются на преобразователь (Пр), где устанавливаются по амплитуде и уровню и поступают в регистр абонента и дешифратор. Регистр абонента (РгА) обеспечивает выборку подрегистров и используется для хранения управляющего слова во время операции обмена. Дешифратор осуществляет расшифровку состояния регистра абонента и выборку сигналов управления (установка О , запись, считывание). Регистр Рг1 используется для хранения информации, поступаю- . щей из ЭВМ на проверяемые ТЭЗ и из них в ЭВМ, регистр Рг2 является буферным между Рг1 и проверяемыми ТЭЗ. Регистр РгЗ программно делит контакты проверяемого ТЭЗ на входные и выходные. Каждый регистр имеет 132 разряда и состоит из четырех подрегистров. Переключающие элементы позволяют распознавать входные и выходные сигналы для проверяемых ТЭЗ. В зависимости от состояния соответствующего разряда регистра РгЗ сигнал переключаю- щего элемента (ПЭ) является выходным с проверяемого ТЭЗ и поступает на вход Рг1 или, наоборот, является входным для проверяемого ТЭЗ. Сдвигатель предназначен для согласования по разрядности ЭВМ и проверяемого ТЭЗ. Время проверки одного ТЭЗ составляет примерно 2 мин при числе проверяющих наборов контролирующего теста не более 100. /с проверяемому изделию Пе.ршючаюпие элементы Дешифратор ~Т-Г Запись Рг I 3= СдОигатель Считывание \ t ЧстаноИшЖ Преобразователь 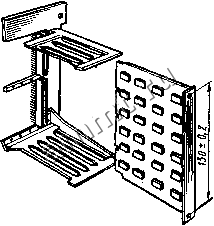 Рис. 22.15. Структурная схема установки для автоматизированного контроля ТЭЗ Рис. 22.16. Установка ТЭЗ в панель В настоящее время интенсивно развиваются методы поверхностного монтажа, которые обеспечивают повышение плотности монтажа и производительности оборудования. При этом предусматривается использование миниатюрных плоских компонентов, для монтажа которых не требуется наличия в печатных платах металлизированных отверстий. Плоские компоненты приклеиваются к печатной плате со стороны монтажа, а затем припаиваются. Использование плоских компонентов не исключает применения обычных, которые устанавливаются на противоположной стороне платы. При общей сборке ЭВМ ТЭЗ монтируются в более крупные сборочные единицы, из которых образуются стойки. На рис. 22.16 показана установка ТЭЗ в панель, которая является промежуточным элементом конструкции между ТЭЗ и стойкой. Основными конструктивными частями панели являются основание, каркас, направляющие, ответные части разъемов, элементы коммутации панели. Надежность разъемного соединения определяется материалом контактной пары и удельным давлением в месте контакта. В каче- стве материала для контактов обычно используют латунь, фосфористую или бериллиевую бронзу. Для повышения износоустойчивости и получения низкого переходного сопротивления контакты покрывают серебром, золотом, палладием. Контактное усилие должно обеспечивать надежный контакт. Большие усилия приводят к быстрому износу контактной пары, а малые - повышают переходное сопротивление и приводят к нестабильности контакта.
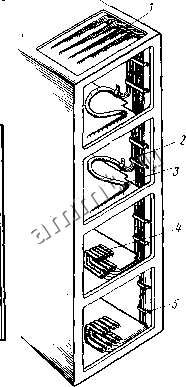 Рис. 22.17. Типовая конструкция: а - шкаф, б - стойка Рис. 22.18. Схема укладки жгутов: / - выводы на клеммные платы; 2 - жесткий монтаж; 3 - гибкий жгут круглого сечения; 4 - гибкий жгут плоского сечения; 5 - скоба для крепления жгута Для получения разъемного соединения на каждую пару выводов устанавливается пружинящий элемент, обеспечивающий необходимое контактное усилие в паре. При необходимости место контакта подвергают пайке. Такие соединения позволяют производить многократную замену элементов в блоке. Стойка (шкаф) является типовым конструктивным элементом ЭВМ (рис. 22.17). В отличие от шкафа (рис. 22.17, а) стойка не имеет передних дверей (рис. 22.17, б), которые заменяют лицевые панели блоков. Конструкция шкафа предусматривает механический замок для удержания дверей в закрытом состоянии. Основными конструктивными элементами шкафа являются подвижная и неподвижная рамы. Неподвижная рама жестко связана с каркасом стойки, а подвижная установлена на шарнирных петлях и может поворачиваться, чем обеспечивается доступ ко всем элементам и электрическим соединениям. Нцжняя часть шкафа (стойки) служит для размещения блоков питания, вентиляционной установки и дополнительных панелей. Электрический монтаж стойки осуществляется с помощью проводов или жгутов. Монтаж, осуществляемый при помощи проводов, должен обеспечить минимальную длину связей и надежный контакт (электрический и механический). Проводники прокладывают по кратчайшему расстоянию между соединяемыми точками. При таком монтаже будет наименьшее взаимное влияние электрических цепей. Примерные схемы укладки жгутов изображены на рис. 22.18. Основной жгут имеет гибкие петлеобразные отводы на каждый из блоков. Это позволяет выдвигать, поворачивать и регулировать блоки в рабочем состоянии. Отводы представляют собой группы монтажных проводов, связанных прочными нитками. Форма жгута в поперечном сечении может быть круглой или плоской. Ее выбирают в зависимости от вида деформации, которой он подвергается при выдвижении блока, и сечения жгута. Большое взаимное влияние электрических цепей имеет место при организованном монтаже (жгутовом или струнном), когда провода укладываются в строго определенных направлениях и на заранее заданном расстоянии друг от друга. При организованном струнном монтаже блоки, которые должны быть скоммутированы друг с другом, помещают в направляющие шасси. Монтажные провода соединяют соответствующие гнезда разъемов. Каждый проводник помещают в определенном отверстии монтажных колодок. Таким образом, провода на всем протяжении имеют опоры в виде монтажных колодок и не касаются друг друга. При этом монтажные провода, припаянные к контактам одного разъема, не должны проходить над контактами другого разъема. Длину провода берут без запаса на повторные пайки. Провод прокладывают через отверстия монтажных колодок кратчайшим путем, а изменение направления производится только под прямым углом. Провода не должны иметь натяжения, но и не допускается их провисание между контактными колодками. Применение для электрического монтажа гибких печатных кабелей (см. рис. 12.2, б) является более экономичным по сравнению с объемным жгутовым монтажом. При этом повышаются качество и надежность соедине-
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |
||||||||||||||||||||||||||||||||||||||