
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины сокими температурами и позволяет получать пленки тугоплавких металлов и сплавов. Различают следующие виды ионного распыления: катодное, ионно-плазменное и магнетронное. Катодное распыление ( диодная система) (рис, 15.7) производится в вакуумной камере, где расположены два плос+ копараллельных электрода. Один электрод (катод) изготовлен из распыляемого материала и является мишенью для бомбардировки. Другой электрод (анод) служит подложкой, на которой осаждаетт ся пленка. В вакуумной камере создается низкое давление (10 .. 10* Па), после чего заполняется инертным газом (обычно аргоном) при давлении 1... 10 Па. При подаче высокого напряжения (1... 3 кВ) между электродами возникает самостоятельный тлеющий газовый разряд, возбуждаемый электронной эмиссией. Характерным признаком тлеющего разряда является определенное рас- пределенне потенциала U в разреженном газе, обусловленное рас-! стоянием между электродами (рис. 15.8). Основная часть приложенного напряжения падает на темном катодном пространстве, В этой области ионы достигают наибольших скоростей, приобре-i тая максимальные энергии для бомбардировки катода. Катод яв- ляется источником электронов, необходимых для поддержания тле- ющего разряда. Электроны движутся к аноду и при столкновении! с молекулами нейтрального газа выбивают новые электроны, что! приводит к резкому нарастанию потока электронов. Молекула! инертного газа при этом превращается из нейтральной в положи-! тельный ион, обладающий по сравнению с электроном большем массой. Так происходит ионизация газа, который с большим или равным количеством электронов и ионов называют плазмой. Электроны перемещаются к аноду и нейтрализуются. Положительные.! ионы движутся к другой границе плазмы и ускоряются в темном! катодном пространстве, приобретая большие энергии для распылег ния мишени (катода). Атомы материала мишени с высокой энергие осаждаются на поверхности подложки, которая располагается до- статочно близко к катоду. Обычно это расстояние составляет пол- торы-две длины темного катодного пространства. Катодное реактивное распыление осуществляется в смеси инертного и активного газов. Оно позволяет получать различные по составу пленки. Разряд в смеси газов аргон - кислород приме*! няют для получения оксидов. Реактивное распыление тантала в среде аргона с добавлением кислорода, азота и углерода позволяет получить ряд соединений с самыми различными свойствами. Ионно-плазменное распыление (трехэлектроднаЯ система) осуществляется при более низких давлениях (рис. 15.9)i В камере создается давление 10~ Па и включается накал Kat тода. Затем она заполняется инертным газом при давлений! 10-1 Па. Создание газоразрядной плазмы обеспечивается дуговым! разрядом, возникающим между анодом и катодом при напряже-! НИИ в 150 ...250 В. Источником электронов служит термокатод. 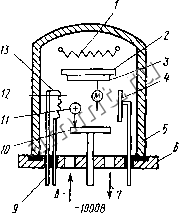 Распыляемый материал (мишень) .вводится в газовый разряд в качестве независимого электрода, не связанного с поддержанием разряда. Имитируемые термокатодом электроны ускоряются по направлению к аноду и ионизируют по пути молекулы остаточного газа. Плотность образующейся плазмы более чем на порядок превышает плотность плазмы тлеющего разряда. Катод-мишень и подложку помещают на противоположных границах активного плазменного пространства. Распыление начинается с того момента, когда к мишени прикладывают отрицательный по отношению к аноду потенциал в 200... 1000 В. Этот потенциал отталкивает электроны и притягивает ионы из плазменного пространства. Ионы бомбардируют, мишень так же, как в рассмотренном диодном варианте. Распыляемые атомы, двигаясь преимущественно в направлении, перпендикулярном поверхности, осаждаются на подложке. Распыление при низких давлениях дает возможность получить высокою адгезию пленки с подложкой за счет большей энергии распыляемых частиц. Так как при этом давлении длина свободного пробега молекул составляет несколько сантиметров, то распыляемые атомы на своем пути от мишени до подложки почти не соударяются с молекулами и ионами инертного газа и газовых примесей, что существенно уменьшает степень загрязненности пленки посторонними газовыми включениями. Возможность сокращения расстояния между мишенью и подложками связана с тем, что в триодной системе распыления образование электронов и ионов происходит автономно от мишени. Недостатками триодной системы являются малый срок службы проволочного катода и разная скорость распыления на отдельных участках плоской мишени. Высокочастотное ионное распыление применяют для распыления диэлектриков и полупроводниковых материалов. В процессе обычного распыления проводящих материалов, ударяющихся о катод-мишень, нон нейтрального рабочего газа получает с мишени электрон и разряжается, превращаясь на некоторое время в нейтральную молекулу. Если распыляемый материал мишени - диэлектрик, то нейтрализации ионов На мишени не будет и она быст- Рис. 15.9. Установка для ионно-плазменного распыления: / - нагреватель; 2 - держатель подложки; 3 - подложка; 4 - анод; 5 - колпак; 5 - плита; 7 - присоедииеине к вакуумному насосу; S -подвод аргона; 9 - токопровод; 10 - катод (мишень); - иои аргона; /2 -атом металла; 13 - термокатод 10 tl 12 I po покрывается слоем положительных зарядов, препятствующих] распылению мишени. Влияние положительного заряда можно исключить подавая металлическому электроду, на котором закреплен распыляемый] диэлектрик, переменное на- I пряжение. В период, когда напряжение на мишени от рицательно, происходит её распыление, сопровождав- мое накоплением полол<и-тельного заряда. При смене полярности положительный заряд компенсируется электронами, вытягиваемыми из плазмы. Диэлектрические материалы можно распылять на любой частоте. Однако на низких частотах оно малоэффективно. Вследствие большого различия в подвижности электронов и ионов существенно меньшее число ионов попадает на мишень за период отрицательного напряжения. . Магнетронное распыление (рис. 15.10, а) является вариантом диодных систем распыления Все конструктивные элементы монтируются в корпу-1 се 1, который присоединяется к вакуумной камере (на рис. 15.10 камера не показана) через изолирующее кольцо 2, 14 и фланец 15. Дискообразный катод-мишень 3 охлаждается проточной водой, поступающей по трубкам 5 и 5. Под катодом расположен магнитный блок, состоящий из центральных 7 и периферийных 9 магнитов, закрепленных на основании 4. На ка-j тод через клемму 6 подается высокое напряжение (300...700 В)., Магнитный блок создает над поверхностью катода дугообразное неоднородное поле. Область распыления обозначена 10 и 12, а силовые линии магнитного поля - И. Над катодом расположены кольцевой анод 13 и диск, на котором установлены подложки. 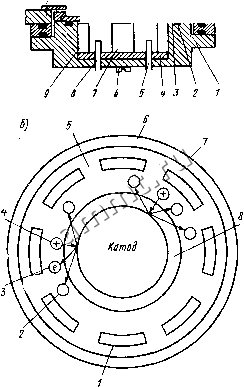 Рис. 15.10. Магиетроииое распыление: а -магнетрон с плоским катодом; б -схема бомбардировки катода: / - подложка; 2 - нейтральный атом; 5 -Электрой: 4 -ион; 5 -плазма; 6 - темное анодное пространство; 7 - анод; 5 - темное катодное пространство Такое расположение анода обеспечивает образование электрического поля с составляющей, перпендикулярной плоскости катода. Высокие скорости осаждения достигаются при давлении 0,1...0,5 Па. При подаче отрицательного потенциала на катод в прикатодной области возникает неоднородное электрическое поле, силовые линии которого скрещиваются с силовыми линиями магнитного поля и, замыкающими магнитную систему. На вылетающие с поверхности катода электроны действуют эти пересекающиеся поля, которые удерживают электроны в темном катодном пространстве (рис. 15.10, б). Покинуть это пространсгво электроны не могут: с одной стороны этому препятствует магнитное поле, возвращающее электроны на катод, с другой стороны - поверхность мишени, отталкивающая электроны. В результате осцилляции электронов возникает интенсивная ионизация рабочего газа в непосредственной близости от катода. При этом возрастают интенсивность бомбардировки катода, скорость его распыления и осаждения материала на подложку. Потери энергии приводят к тому, что электроны покидают темное катодное пространство и при движении к аноду описывают сжимающиеся спирали. Это повышает эффективность ионизации и существенно уменьшает энергию, рассеиваемую электронами на аноде. Основным источником нагрева подложек становится энергия, выделяемая при торможении и конденсации осаждаемых атомов вещества. Температура подложки при этом не превышает ]00...200°С. Высокие скорости роста пленок в магнетронных системах обеспечиваются также сравнительно низким давлением у подложки, что снижает потери энергии распыленных атомов при достижении- поверхности подложки. Этим в основном определяется высокая адгезия пленок к подложке при использовании магнетронных распылительных систем, что позволяет получать пленки из тугоплавких металлов и многокомпонентных сплавов без адгезионного подслоя. Распыление ионной бомбардировкой имеет следующие преимущества: 1) обеспечивается высокая адгезия пленки к подложке, что объясняется высокой энергией распыленных атомов; 2) сохраняется состав материала пленки вследствие низкой температуры распыления; 3) отсутствует перегрев вакуумной камеры при получении пленок из тугоплавких металлов; 4) обеспечивается малая инерционность процесса, так как распыление прекращается при снятии напряжения; 5) вследствие большой площади распыляемой пластины (мишени) получаются равномерные по толщине пленки на подложках больших размеров, что обеспечивает эффективную реализацию группового метода напыления; 6) мишень является длительно не изменяемым источником рас- пыляемого материала, что облегчает автоматизацию процесса и обеспечивает однородность получаемых пленок. Большинство промышленных установок основаны на использо- вании трехэлектродных систем распыления. 15.4. Контроль толщины тонких пленок Для определения толщины тонких пленок применяют такие! методы: резистивный, микровзвешивания, оптический, интерферен-! ционный, радиочастотный идр/ Многие из них позволяют npo-J изводить измсрснпе толщинь пленки в процессе термического напыления в вакууме и уп- равлять режимами технологии ческого процесса. Резистивный метод. Дан-! ный метод основан на измере- НИИ сопротивления КОНТрОЛ! ного образца, напыляемого од. новременно с основной пленкой (рис. 15.11). В вакуумной камере уста-!
Рис. 15.11. Измерение толщины пленки резистивный методом навливаются подложки 3 а 4, на которые напыляется пленка. Hal подложке 4 формируется контрольное сопротивление Rx, определя- емое параметрами моста: (15.14> С моста сигнал поступает на усилитель 5. Достижение баланса моста соответствует заданной толщине пленки. При этом срабатывает электронный ключ 6, который включает блок управления! приводом 7. Заслонка 2 с помощью электромеханического устрой-! ства 8 перекрывает поток напыляемого вещества с резистивного испарителя 1. Точность измерения толщины пленки резистивным методом составляет 5... 10%. Этот метод применим только к проводящим! пленкам. Он не пригоден для измерения пленок с малым сопро-1 тивлением (:1 Ом/П), так как переходные сопротивления соиз- меримы с сопротивлением пленки. Резистивный метод позволяет контролировать скорость осаж- дения пленки и прекращать напыление по достижении заданной] толщины путем включения заслонки. Метод микровзвешивания. Он основан на определении толщины] пленки по количеству осажденного вещества. Толщина пленки h=GKFy), (15.15)1 где G - разность массы подложки до и после осаждения пленки; f -площадь, покрытая слоем пленки; у - плотность вещества пленки. За толщину пленки принимают толщину такого слоя, при котором образующий его металл равномерно распределен по всей поверхности с плотностью сплошного материала. При измерении малых масс требуется очень чувствительная система, что является недостатком метода. Для измерения толщины пленки при ее осаждении в вакууме применяют весы. Коромыслом весов служит стеклянный капилляр, на концах которого приклеиваются тонкие кварцевые нити. На одном конце коромысла помещают подложку, на друго.м - противовес. Массу пленки определяют по величине тока, ;:сг:б;;одн;,;с!го дл;1 кэмпснсац:-!и отзслокепня коромысла. Тарировкой весов установлено, что существует линейная зависимость между массой пленки и компенсационным током. Оптический интерференционный метод. Этот метод основан на использовании эффектов, возникающих в системе пленка - подложка при изменении толщины пленки. Они состоят в том, что по мере утолщения пленки интенсивность отраженного света уменьшается и достигает минимума в тот момент, когда толщина пленки становится равной V4 длины волны падающего света. При дальнейшем увеличении толщины пленки отражение усиливается и достигает максимума при толщине, равной половине длины волны. Практически молено производить наблюдения до 10... 20 экстремумов в зависимости от оптических свойств наносимого вещества. Положительным свойством метода является возможность измерять толщину в процессе напыления пленки. Радиочастотный метод или метод кварцевого резонатора. Метод основан на измерении отклонения частоты колебаний кварцевого кристалла при осаждении на нем напыляемого материала. При изменении массы т кварцевого кристалла на величину Am частота его колебаний / меняется пропорционально изменению массы на величину Af: А/1/=Ш1т. (15.16) Объем напыленной планки v=Sh=Am/y, (S - площадь кварцевого кристалла; h - толщина пленки; у - плотность пленки), откуда толщина пленки Н = Ш!{у8) или h=-m\fKfyS). (15.17) Обозначая все постоянные параметры через с, получим h=cLf, (15.18) где с - коэффициент пропорциональности. Приборы с кварцевым резонатором имеют удовлетворительную Точность, высокую чувствительность и малую инерционность.
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |
||||||||||