
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины резок провода заданной длины). К этому виду изделий относятся также детали, подвергнутые покрытиям (защитным и декоративным) независимо от вида, толщины и назначения покрытия или изготовленные с применением местной сварки, пайки, склейки, сшивки и т. п. (например, хромированный винт, трубка, сваренная из одного куска листового материала). Сборочная единица - изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе с помощью сборочных операций (свинчиванием, клепкой, сваркой и т. п.), например микромодуль, маховичок из пластмассы с металлической арматурой. Комплекс - это два изделия и более, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Каждое из изделий, входящих в комплекс, выполняет одну или несколько основных функций, установленных для всего комплекса, например поточная линия станков, изделие, состоящее из метеорологической ракеты, пусковой установки и средств управления. В комплекс могут входить детали, сборочные единицы и комплекты, предназначенные дЛя выполнения вспомогательных функций, например для монтажа комплекса на месте его эксплуатации, комплект запасных частей и др. Комплект состоит из двух изделий и более, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например комплект измерительной аппаратуры, комплект запасных частей. Изделия агрегатной системы средств вычислительной техники HJL основе микроэлектронных схем, предназначенные для построения и эксплуатации вычислительных комплексов, изготовляются следующих видов (ГОСТ 20397-82): субкомплексы, устройства, агрегатные модули, блоки элементов и др. Субкомплекс - часть комплекса, выделенная функционально, территориально или конструктивно. Устройство - функционально законченное изделие, выполняющее определенную функцию получения, передачи, преобразования информации, не имеющие самостоятельного эксплуатационного назначения. Агрегатный модуль предназначен для компоновки устройств, субкомплексов и комплексов. Он состоит из приборов, блоков и элементов, но представляет собой неделимое изделие для потребителя. Блок элементов - первичная, функциональная конструкторская единица, не имеющая самостоятельного эксплуатационного назначения и используемая для построения приборов. Расчленение изделий на сборочные элементы производится путем построения схемы сборочного состава. входящее в данное сое- базоВая деталь изделия Н С В.1-2 CS.3-1. CS.3 CS.1-1 CS.2-1 С6.2 4-2 I Схема сборки. Схема сборки (ГОСТ 23887-79) представляет собой графическое изображение в виде условных обозначений последовательности сборки изделия или его составной части. Каждый элемент (деталь, сборочная единица) изображается на схеме прямоугольником, разделенным на три части, где указываются наименование элемента, индекс и число, динение. Схемы сборки строятся с максимальным расчленением изделия на сборочные единицы независимо от программы выпуска. Технологические схемы сборки облегчают разработку технологического процесса благодаря своей наглядности. В практике используют схемы сборки с базовой деталью и веерного типа. Схема сборки с базовой деталью (рис. 22.1) отражает последовательность процесса сборки. Базовой деталью является плата, панель или другая деталь, с которой начинается сборка. Направления движения деталей и узлов показаны стрелками. Схема сборки веерного типа (рис. 22.2) показывает, из каких деталей образуется сборка. Достоинством такой схемы является ее простота и наглядность, но она не отражает последовательность сборки. Схемами сборки пользуются при разработке технологического процесса наряду со сборочным чертежом и техническими условиями. Различают стационарную и подвижную сборку. Стационарная сборка выполняется на одном рабочем месте, к которому подаются все необходимые детали и сборочные единицы. Она является наиболее распространенным видом сборки в условиях единичного и серийного производства. Стационарная сборка может строиться по принципу концентрации и дифференциации. При концентрации весь сборочный процесс выполняется одним сборщиком, а при дифференциации разделяет- Изделие 00-0 Рис. 22.1. Схема сборки с базовой деталью ся на предварительную и окончательную. Предварительная сборка производится несколькими отдельными бригадами параллельно, а общая сборка - специальной бригадой или одним рабочим. Это обеспечивает специализацию рабочих и сокращает длительность сборки. Стационарная сборка по принципу дифференциации целесообразна при значительной трудоемкости сборочного процесса или большой программе по отдельным видам изделия. Нзвелие 00-0 3-я ступень сборки C6J-1 №1-2 Cu2-t И 1-2 1-3 Н. 2-1 Н 2-3 -М-й 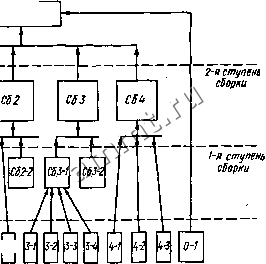 Метали Рис. 22.2. Схема сборки веерного типа Подвижная сборка выполняется при перемещении собираемого изделия от одного сборочного места к другому. На каждом рабочем месте выполняется одна повторяющаяся операция. Эта форма сборки применяется в условиях поточного производства. Ока может осуществляться двумя способами: а) со свободным движением собираемых объектов, перемещаемых от одного рабочего места к другому вручную или при помощи механического транспортера; б) с принудительным движением собираемых объектов, которые перемещаются посредством конвейера при строго рассчитанном такте. Процесс сборки осуществляется непосредственно на конвейере. Поточная сборка является основной формой, применяемой в серийном и массовом производстве. Переход на поточные методы повышает производительность труда за счет технических и организационных мероприятий, а также сокращает длительность производственного цикла и размер незавершенного производства. Различия в организационных формах поточного производства сводятся к различиям в поточных линиях (по степени специализации, степени ритмичности, способу поддержания ритма работы, оснащенности транспортными устройствами и др.). 22.2. Технологические процессы, применяемые при общей сборке ЭВМ Основным видом соединений при общей сборке ЭВМ является монтаж с помощью проводов. Большинство монтажных проводов изготовляют из отдельных тонких проволок из чистой электротехнической меди, скручиваемых в жилу. Широко применяют провода с волокнистой, пленочной, полихлорвиниловой и волокнисто-хлорвиниловой изоляциями. в бортовой аппаратуре используют провода с изоляцией из полиэтилена и фторопласта-4. Р1золяция из полиэтилена сохраняет свои свойства при низких (до -60 С) и высоких температурах, а также в условиях глубокого вакуума. Недостатком такой изоляции является недопустимость даже кратковременных токовых перегрузок. Фторопласт-4 обладает высокой теплостойкостью и допускает нагрев до 250 °С. Однако он обладает токсичностью при высокой температуре и большой стоимостью вследствие сложности изготовления. Технологический процесс монтажа электрических соединений при помощи монтажных проводов состоит из следующих этапов: подготовки провода к монтажу, механического закрепления монтажных проводов, пайки мест присоединений жил проводов, проверки правильности монтажа. Подготовка к монтажу заключается в резке провода необходимой длины, зачистке концов, закреплении изоляции на конце. Наиболее простая конструкция приспособления для резки монтажных проводов состоит из подвижного и неподвижного дисков, имеющих ряд отверстий, рассчитанных на резку проводов разного диаметра. Провод отрезается при повороте подвижного диска. Более высокая производительность получается при резке на автоматизированных приспособлениях (рис. 22.3). Бухта 5 (или катушка) провода устанавливается на оси 8. Конец провода через поводок 7 и ролики 4j 6 подается роликами 3, 9 в направляющую втулку 2. Провод необходимой длины отрезается ножом /. Снятие изоляции на длине от 7 до 50 мм осуществляется механическим путем (надрезкой) или обжигом. Волокнистую изоляцию, не имеющую в своем составе асбеста и стекловолокна, удаляют обжигом. В практике достаточно широкое применение получили электроножи типа клещей. Они представляют собой две петли из нихро- мовой проволоки, закрепленные в контактОдержателях. Для удаления изоляции провод помещают в нагретые нихромовые петли, и при их сближении изоляция обжигается по периметру. При этом обжигаются края оставшейся изоляции, что является недостатком метода. С тонких многожильных проводов вначале снимают оболочку, а покрытые эмалью тонкие жилы провода нагревают 4 ... б с в верхней области спиртовой горелки, а затем опускают в раствор 10 %- ного нашатьтрлого спирта. После снятия изоляции жилы провода за-чин1ают ножом или на специальном приспособлении до металлического блеска. 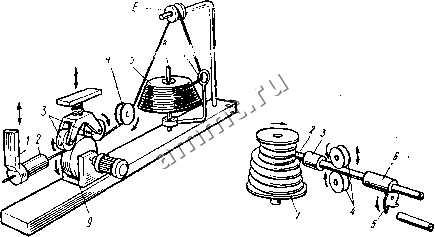 Рис. 22.3. Автомат для резки монтажных Рис. 22.4. Схема резки изоляцн-проводов ониых трубок на автомате Разлохмаченные концы изоляции нуждаются в заделке. Она производится проклеиванием концов нитроклеем, надеванием на них полихлорвиниловых и других трубок, наложением ниточного бандажа, опрессовкой концов в пластмассовые наконечники. Концы многожильных проводов должны быть скручены. Для этого применяют плоскогубцы со шлифованными губками или специальные приспособления. В число обязательных операций электрического монтажа входит маркировка проводников в соответствии с принципиальной и монтажной схемой. Маркировка значительно упрощает проверку схемы и ускоряет нахождение неисправностей. Провода маркируют при помощи липких лент или бирок, которые надевают на их концы. Бирки представляют изоляционные трубки из полихлорвинила с нанесенными на них номерами или другими обозначениями. Резка бирок производится на автоматизированных приспособлениях (рис. 22.4). Трубка 2 из бухты / через направляющие втулки 3 и 6 роликами 4 подается в зону резки и обрезается ножом 5. Длина бирок регулируется за счет измене- ния скорости подачи трубки. Производительность автомата составляет 10... 150 шт/мин. Точность резки при длине трубки до 25 мм составляет ±1 мм. При надевании бирок с зазором их закрепляют на проводах клеем. Для маркировки проводов диаметром до 1 мм следует применять цветные бирки. Маркировку можно заменить применением монтажного провода с цветной изоляцией. На электромонтажных схемах в этом случае указывается цвет монтажных проводов сокращенными обозначениями или цифровыми шифрами. 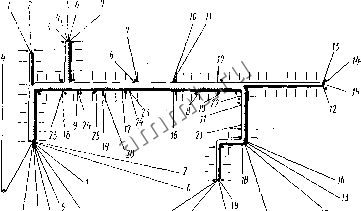 22 21 20 Рис. 22.5. Плоский жгут: J-25 - номера проводов При монтаже вычислительных устройств применяют жгуты из проводов, связанных и уложенных в определенном порядке. Раскладка жгутов производится на специальных шаблонах (плоских и пространственных). На рис. 22.5 показан жгут, изготовленный на плоском шаблоне. Последний представляет собой доску, на которой шпильками показано направление проводов. Конец провода заводят в отверстие шаблона и закрепляют шпилькой. Около каждой шпильки ставят номер провода. После этого провод прокладывают по контуру шаблона, загибая на угловых шпильках. Раскладка проводов заканчивается закреплением другого конца на конечной шпильке, имеющей тот же номер, что и начальная. Провода, идущие по одной трассе, вяжут провощенными льняными нитками через каждые 15 ... 20 мм. Для предохранения жгутов от механических повреждений их обматывают лентами или заключают в шланги. При раскладке на обычном шаблоне много времени затрачивается на отыскание соединений в таблице и соответствующих шпилек на шаблоне, что снижает производитель-
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |