
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины ность труда и утомляет рабочего. Для облегчения этой работы применяют электрифицированные шаблоны, в которых при закреплении начала первого провода сигнальная лампочка гаснет и загорается сигнальная лампочка зажима, в котором надо закрепить конец первого провода. После этого загорается лампочка у третьего зажима для закрепления следующего провода и т. д. Применение электрифицированных шаблонов гарантирует пра-рильность укладки и исключает необходимость контроля. 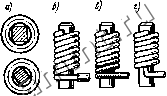 Рис. 22.6. Соедииеиие накруткой: а - формы поперечного сечення выводов; 6 - обычное (немодифнцированное) соединение; в - модифицированное соединение; г - бандажное соединение Рис. 22.7. Схема образования соединения накруткой Снизить Трудоемкость монтажных работ и повысить надежность соединения по сравнению со жгутовым монтажом позволяет использование гибких печатных кабелей и ленточных проводов (опрессованных, плетеных, тканых). Плоские ленточные провода поступают на сборку в рулонах, которые разрезают на мерные отрезки и удаляют с обоих концов изоляционный слой. Механическое крепление провода является основным видом за- -делки монтажных проводов с токоведущей деталью (лепестком, монтажной стойкой и др.) с последующей пайкой. Механическое крепление обеспечивает прочность соединения, а пайка - хорошую электропроводность. Соединение монтажных проводов сваркой обеспечивает более высокую по сравнению с пайкой прочность соединения, термическую стойкость и меньшую трудоемкость. Несмотря на ряд преимуществ сварных соединений, пайка остается основным способом соединения монтажных проводов. Для электрического монтажа функциональных модулей второго и более высоких уровней наряду с пайкой используется накрутка. Монтаж накруткой заключается в соединении одножильного провода со штыревым выводом схемы путем накрутки с натягом определенного числа витков провода вокруг вывода, имеющего два острых края и более (рис. 22.6). Острые края вывода образуют точки высокого давления, которые приводят к появлению выемок как на проводе, так и на выводе. Соединение двух металлов с боль- шим механическим натягом обеспечивает электрическую непрерывность и механическую стабильность. Натяжение провода при накрутке достаточно велико для того, чтобы разрушить оксидную пленку на выводе и на навиваемом проводе, а также вдавить провод в грань вывода, на котором при этом образуются газонепроницаемые контактные поверхности. Важным параметром, характеризующим качество соединения накруткой, является усилие стягивания, т. е. усилие, необходимое для снятия полного соединения вдоль оси вывода. Провода большого сечения обеспечивают большие усилия. Например, при диаметре провода 1,02 мм усилие стягивания составляет 48 Н, для провода 0,32 мм - всего около 20-Н. Монтаж накруткой имеет три вида соединений: обычное, модифицированное и бандажное (рис. 22.6, б,в, г). Обычное соединение получают путем навивки на вывод неизолированного участка одножильного провода. Модифицированное соединение имеет 1 ... 2 витка изолированного провода. Изоляция снижает вероятность поломки первого витка неизолированного провода при механических воздействиях за счет уменьшения концентрации напряжения в точках контакта. Бандажное соединение состоит из нескольких витков неизолированного провода, навитых на вывод навесного элемента, который должен прилегать к широкой поверхности вывода. Число витков при накрутке составляет 5 ... 8, а при бандажном соединении- не менее 8. Для всех видов соединения накруткой необходимо плотное прилегание витков друг к другу. Накрутку выполняют с помощью специального инструмента (рис. 22.7), который представляет собой валик /, имеющий два отверстия. Центральное отверстие служит для размещения присоединительного штифта 3, а боковое 4 - для монтажного провода 2. На торце валика выполнены канавка для провода и накручивающая кромка 4. С провода снимают изоляцию и оголенный конец провода вставляют в отверстие валика и загибают. Затем насаживают накручивающий инструмент на присоединительный штифт. Процесс накрутки выполняют под легким давлением (до 30 Н) в осевом направлении. Автоматизация электромонтажа методом накрутки осуществляется на установках с программным управлением. В процессе монтажа автоматически удаляется изоляция с определенного участка провода и производится его отрезка после получения соединения. 22.3. Сборка типовых элементов замены и общая сборка ЭВМ Типовой элемент замены (ТЭЗ) является функциональным элементом (модулем) второго уровня, осуществляющим операции логического преобразования (рис. 22.8). Конструктивной основой ТЭЗ является двусторонняя или многослойная печатная плата. Для осуществления внешних соединений на плате предусматриваются ламели (рис. 22.8, а) или колодки соединителя (рис. 22.8, б). Печатные ламели под 48-контактный разъем выполняются преимущественно на двусторонней печатной плате, а ТЭЗ с гнездовой колодкой соединителя - на многослойной печатной плате. На двусторонней печатной плате устанавливаются до 24 микросхем, на многослойной - до 72 микросхем. □ тС1> /55
mrni [=□[=10 W ламелей по Zl-с каждой стороны Рис. 22.8. Логический ТЭЗ: а - с ламелями; б - с гнездовой колодкой; / - лицевая сторона; - радиоэлементы; / - лицевая плаика Установка микросхем на плату должна обеспечить надежное механическое крепление и электрическое соединение ее выводов с контактными площадками печатной платы. Микросхемы устанавливают с щагом, кратным основному шагу координатной сетки, с формовкой и без формовки выводов. Формовку применяют для увеличения расстояния между выводами, совмещения их с отверстиями координатной сетки, фиксации расстояния от корпуса микросхемы до платы. Расстояние от основания корпуса микросхемы до изгиба должно быть минимальным. Радиус гибки при этом не должен нарушать форму сечения вывода и его покрытия. Интегральные схемы со штыревыми выводами устанавливают только с одной стороны печатной платы на расстоянии 1 ... 1,5 мм от монтажной плоскости до корпуса платы (рис. 22.9). Этот зазор необходим для устранения перегрева микросхемы при пайке и для возможности нанесения защитного покрытия. Зазор может обеспечиваться за счет формовки или переменным сечением выводов. Для дополнительного механического крепления корпуса приклеивают к изоляционной прокладке. Интегральные схемы в корпусах с планарными выводами устанавливаются с одной или двух сторон платы (рис. 22.10). Они могут приклеиваться к печатной плате эпоксидным клеем или иметь равномерный зазор 0,3 ... 0,6 мм, который II II II и 5 теп Ставить , на клей \ ФЭ,5 11 1Г11 I U Ц U ц-Ц U Ц Ц 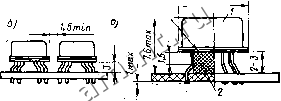 Рис. 22.9. Установка интегральных схем со штыревыми выводами на печатную плату: а - без формовки выводов; б - с формовкой выводов; s - ва прокладку обеспечивается формовкой выводов. Если под корпусом микросхемы проходят проводники, то его устанавливают на прокладку из стеклоткани толщиной 0,2 ... 0,3 мм. Все микросхемы имеют визуальные ключи, исключающие возможность неправильной установки. Они располагаются в зоне первого вывода с учетом возможности их осмотра после установки микросхемы на печатную плату. Конструктивное выполнение ключей не регламентируется. При необходимости предусматриваются установочные ключи в виде штыря, выступа на корпусе, несимметричного расположения выводов и т. п. Основными этапами технологического процесса монтажа микросхем на печатной плате являются входной контроль печатных плат и микросхем, формовка, обрезка и лужение выводов, установка микросхем на печатные платы, пайка выводов микросхем к контактным площадкам печатной платы, контроль электрических параметров, покрытие лаком, окончательный контроль (табл. 22.1). Входной контроль микросхем заключается в визуальном осмотре при помощи лупы. В случаях, предусмотренных техническими условиями, проверяются электрические параметры интегральных схем. Логические 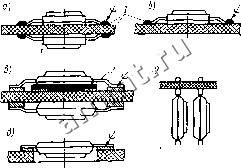 Рис. 22.10. Установка интегральных схем с планарными выводами на печатную плату: а - с двух сторон платы; б - с одной стороны платы; в - на прокладку; г - между платами; д - в отверстиях платы интегральные схемы проверяют в статическом и динамическом режимах. Печатную плату проверяют на отсутствие механических повреждений (сколов, трещин, отслаивания проводников и др.), а также оксидов и загрязнений на проводниках, подлежащих пайке. Формовка и обрезка выводов выполняются в различных приспособлениях. Таблица 22.1 Номер операции Наименование и содержание Оборудование приспособления II III V VI VII VIII IX X Входной контроль микросхем Защита маркировки Формовка и обрезка выводов микросхем Лужение выводов микросхем. Флюсовать выводы погружением во флюс ФСКП. Лудить выводы припоем ПОС-61 Подготовка печатной платы к сборке. Лудить контактные площадки Установка микросхем на печатную плату Пайка выводов микросхем к печатным платам. Установить плату с микросхемами на подставку. Флюсовать места пайки. Паять последовательно выводы микросхем к контактным влощадкам. Снять плату и произвести отмывку остатков флюса. Контроль Контроль электрических параметров. Настройка 5лагозащита. Покрытие лаком УР-23Т или Э-4100 Контроль электрических параметров Лупа 10 , стенд Вытяжной щкаф, вак-а Приспособление Ванна Ванна для обезжиривания Верстак, стойки технологические Верстак. Подставка. Паяльник с дозирующим устройством. Прибор для контроля температуры Стенд. Комплект измерительных приборов Стенд На рис. 22.11, а показана рабочая часть штампа для формовки и обрезки планарных выводов. Микросхема помещается в углубление формовочной матрицы /. При опускании верхней плиты прижим 2 закрепляет выводы, а пуансон 3 производит их формовку. Обрезание выводов производится внешней кромкой пуансона, которая сопрягается с матрицей. Пружина возвращает пуансон в исходное положение при подъеме верхней части штампа. При выполнении формовки выводы подвергаются растягивающему усилию. Если рио будет большим, то в месте их заделки могут возникать трещины, приводящие к нарушению герметичности корпуса. Создание независимых усилий (рис. 22.11, б) прижатия Pq, формовки Рз и обрезки Pi обеспечивает оптимальное растягивающее усилие Pi, не приводящее к нарушению гальванического покрытия выводов и герметичности корпуса. Во всех случаях формовку следует производить с радиусом не менее двух толщин выводов. 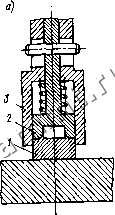 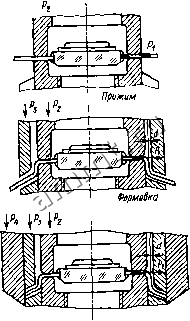 01реш Рис. 22.11. Рабочая часть штампа для формовки и обрезки планарных выводов 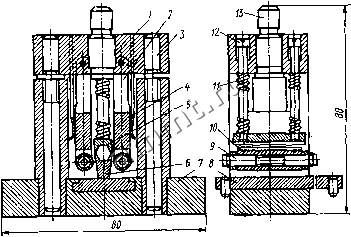 Рис. 22.12. Приспособлевде для обрезки н формовки выводов в корпусах второго типа
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |