
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины Серийное производство характеризуется изготовлением или ремонтом изделий, периодически повторяющимися партиями. В зависимости от количества изделий в партии различают мелкосерийное, среднесерийное и крупносерийное производство. Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Важной характеристикой является коэффициент закрепления операции Аз.о=0/Я, (2.-1) где О - число различных технологических операций, выполненных или подлежащих выполнению в течение месяца; Р - число рабочих мест. При /Сз.о = 20 ...40 производство мелкосерийное; при Кз.о = = 10...20 -среднесерийное; при Кз.о свыше 1... 10 -крупносерийное. Для единичного производства Кз.о не регламентируется; для массового производства /Сз.о=1. Программа выпуска в массовом производстве обеспечивает возможность узкой специализации рабочих мест, за которыми закрепляется выполнение только одной операции. В этом случае представляется возможным расположить оборудование в полном соответствии с ходом технологического процесса. Если производительность и количество рабочих мест рассчитаны таким образом, что переход с одной операции на другую осуществляется без задержек, то такая организация производства называется поточной. Выполнен е каждой операции на потоке должно осуществляться с заранее >гтановленными тактом и ритмом выпуска. Такт вбшусла - интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмеров и исполнений. Ритм выпуска-количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени. Для производства больших вычислительных машин характерно изменение серийности производства. На этапах изготовления элементов и блоков производство надо рассматривать как массовое или крупносерийное, а на этапах окончательной сборки (сборки всего изделия) - как мелкосерийное. 2.2. Порядок проектирования технологических процессов Правильно разработанный технологический процесс должен обеспечить выполнение всех требований, указанных в чертеже и технических условиях, высокую производительность и высокие экономические показатели. Исходными данными для проектирования технологических процессов являются чертеж детали и общие виды изделий, спецификация всех деталей, монтажные и полумонтажные схемы (для сборки), технические условия на наиболее ответственные детали, сборочные единицы и изделия, размер производственного задания, руководящие технические материалы (данные об оборудовании, нормали на инструмент, типовые технологические процессы и др.). Виды технологических процессов. Различают три вида технологических процессов; единичный, типовой, групповой. Единичный технологический процесс (ТП) разрабатывается для изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка единичного ТП включает в себя следующие этапы. 1. Анализ исходных данных и выбор действующего типового, группового ТП или аналога единичного процесса. 2. Выбор исходной заготовки и метода ее получения. 3. Определение содержания операций, выбор технологических баз и составление технологического маршрута (последовательности) обработки. 4. Выбор технологического оборудования, оснастки, средств автоматизации и механизации технологического процесса. Уточнение последовательности выполнения переходов. 5. Назначение и расчет режимов выполнения операции, нормирование переходов и операций ТП, определение профессий и квалификации исполнителей, установление требований к технике без-оцасности. . 6. Расчет точности, производительности и экономической эффективности ТП. Выбор оптимального процесса. 7. Оформление рабочей технологической документации. Необходимость каждого этапа, состава задач и последовательности решения устанавливается в зависимости от типа производства. Типизация технологических процессов позволяет устранить их многообразие с обоснованным сведением к ограниченному числу типов. Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций и переходов для групп изделий с общими конструктивными признаками. Типизацию начинают с классификации изделий. Классом называют совокупность деталей, характеризуемых общностью технологических задач. В пределах класса детали разбивают на группы, подгруппы и т. д. до типа. Практически к одному типу относят детали, для которых можно составить один технологический процесс. Типовой технологический процесс разрабатывают с учетом последних достижений науки н техники, опыта передовых рабочих, что позволяет значительно сократить цикл подготовки производства и повысить производительность за счет применения более совершенных методов производства. При изготовлении- ЭВМ широко применяют типовые технологические процессы изготовления гибридных и полупроводниковых микросхем, печатных плат, типовых элементов замены, ячеек и др. Групповой технологический процесс предназначен для совместного изготовления или ремонта групп изделий с разными конструктивными, но общими технологическими- признаками. При группировании одна из наиболее сложных деталей принимается за комплексную. Эта деталь должна иметь все поверхности, встречающиеся у деталей данной группы. Они могут быть расположены в иной последовательности, чем у комплексной детали. При отсутствии такой детали в группе создается условная комплексная деталь. Групповые технологические операции и схемы настройки станка разрабатываются для комплексной детали. По этому технологическому процессу можно обрабатывать любую деталь группы без значительных отклонений от общей схемы. Если при обработке какой-ли-бо детали не требуется весь комплект инструментов, то пользуются только необходимым, пропуская ненужный. В отдельных случаях возможны замена одцого инструмента другим и небольшие подналадки. Групповые технологические процессы. используют для механической обработки деталей на универсальном оборудовании, для электромонтажных, сборочных и других операций, что делает целесообразным применение высокопроизводительных автоматов и полуавтоматов в мелкосерийном производстве (например, для установки и пайки микросхем с планарными выводами на печатной плате). Выбор технологических баз. Важным этапом проектирования любого технологического процесса является выбор технологических баз. По назначению базы разделяют на конструкторские, технологические и измерительные. Конструкторская база используется для определения положения детали или сборочной единицы в изделии; технологическая база-д,ля определения положения заготовки или изделия при изготовлении; измерительная база - для определения относительного положения изделия или заготовки и средств измерения. Выбор схемы базирования должен производиться с учетом требуемой точности обработки. Погрешностью базирования называется отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого. Погрешность базирования имеет место при несовпадении технологической и измерительной базы. Она является случайной величиной и подчиняется закону распределения погреш-24 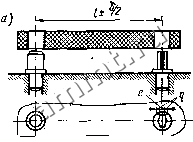
ностей по размеру, определяющему положение технологической базы относительно измерительной. Схема базирования будет обеспечивать требуемую точность при условии, что действительное значение погрешности базирования меньше допустимого. Действительное значение погрешности базирования зависит от принятой схемы, а допустимое значение находят нз условия обеспечения заданной точности. При изгоговлении электронных устройств применяют установку заготовки печатной платы на два отверстия с параллельными осями и плоскость. Установочными элементами служат два стержня (рис. 2.1, а). Один из них выполняется цилиндрической, а другой - ромбической формы. Последняя обусловлена необходимостью учета допуска 6 на расстояние t между осями отверстий. Наличие допуска приводит к тому, что одно из отверстий занимает при установке партии заготовок два предельных положения. Очевидно, что область, образованная пересечением окружностей а я b (рис. 2.1, б), принадлежит всем заготовкам в данной партии. Еесли стержень сделать круглым, то его диаметр должен быть равен d-b. В этом случае будет покачивание заготовки на стержне от среднего положения на ±6/2. Поперечное сечение ромбического стержня выполняется с небольшой ленточкой с, значение которой выбирается в зависимости от допуска б и радиального зазора. Свободное перемещение детали 2q является необходимым условием для обеспечения установки всех деталей: 2>8 или >8/2. (2.2) Виды контроля. Неотъемлемой составной частью технологического процесса является технический контроль, который должен Охватывать весь технологический процесс и предотвращать попадание дефектных материалов и изделий на последующие этапы изготовления или ремонта. На этапе производства устанавливают три вида контроля: входной, операционный и приемочный. . Входной контроль используют для проверки соответствия материалов, заготовок, комплектующих изделий и сборочных единиц, поступающих на предприятие; операционный контроль - аля проверки- деталей и сборочных единиц в процессе изготовления Рис. 2.1. Базирование по двум отверстиям и плоскости или ремонта, а также количественных и качественных характеристик технологических процессов; приемочный контроль - для проверки соответствия качества готовых изделий требованиям, установленным в нормативно-технической документации. Контроль может быть сплошной, выборочный, непрерывный, периодический, летучий. Сплошной контроль применяют в условиях высоких требований к уровню качества изделий, у которых абсолютно недопустим пропуск дефектов в дальнейшее производство или эксплуатацию. Выборочный контроль используют для изделий при большой трудоемкости контроля или при контроле, связанном с разрушением изделий или С операциями, выполняемыми на автоматизированных комплексах. Непрерывный контроль служит для проверки технологических процессов при их нестабильности и необходимости постоянного обеспечения количественных и качественных характеристик. Непрерывный контроль, как правило, осуществляется автоматическими или полуавтоматическими методами контроля. Периодический контроль применяют для проверки изделий при установившемся производстве и стабильных технологических процессах. Летучий контроль применяют в специальных случаях, установленных стандартами предприятия. Выбор средств контроля должен быть основан на обеспечении заданных показателей процесса контроля и анализа затрат на реализацию его процесса в установленный промежуток времени при заданном качестве изделия. Обязательными показателями процесса контроля являются точность измерений, достоверность, трудоемкость и стоимость контроля. При выборе средств контроля должно обеспечиваться оптимальное применение прогрессивных механизированных и автоматизированных, универсальных и стандартных средств контроля; повышение производительности и снижение трудоемкости контроля и безопасность труда. 2.3. Технологическая документация Состав и правила выполнения технологической документации определяются (ГОСТ 3.1001-81) единой системой технологической документации (ЕСТД). Она представляет собой комплекс государственных стандартов и руководящих нормативных документов, устанавливающих взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий (включая контроль, испытания и перемещения). Основное назначение стандартов ЕСТД заключается в установлении во всех организациях и на всех предприятиях единых правил выполнения, оформления, комплектации и обращения технологической документации в зависимости от типа и характера производства. Эти правила обеспечивают взаимообмен технологическими документами между организациями и предприятиями без их переоформления, а также стабильность комплектности, исключающую повторную разработку и выпуск дополнительных документов. Стандартизация обозначений и унификация последовательности размещения однородной информации в формах документации на различные виды работ позволяют использовать средства вычислительной техники для управления производством и проектирования ТП, создают условия для разработки прогрессивных типовых (групповых) процессов и предпосылки по снижению трудоемкости инженерно-технических работ в сфере технологической подготовки. К технологическим относят графические и текстовые документы, которые определяют технологический процесс изготовления или ремонта изделия и содержат необходимые данные для организации производства. Состав документов зависит от стадии разработки технологического процесса, типа и характера производства. В условиях серийного и массового производства используются следующие документы (ГОСТ 3.1102-81): карта эскизов (КЭ); технологическая инструкция (ТИ); карты - маршрутная (МК), технологического процесса (КТП), операционная (ОК), типового (группового) технологического процесса (КТТП), типовой (групповой) операпии (КТО), комплектовочная (КК), технико-нормировочная (ТНК), наладки (КН); ведомость технологических маршрутов (ВТМ); ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) (ВТП, ВТО). На стадиях проектирования (предварительного проекта и опытного образца) вид документа выбирается по усмотрению заказчика. Наиболее часто используется следующая документация. Маршрутная карта является обязательным документом. Она предназначена для маршрутного и маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Допускается взамен МК использовать соответствующую карту технологического процесса. Карта технологического процесса предназначена для операционного описания технологического процесса изготовления или ремонта изделия (составных частей) в технологической последова-
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |
|||||||||||||||||