
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины 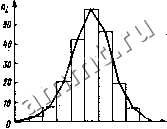 SI 12 вЗ т 8S SB SI SS SB Xi,iiOiii Кривые распределения. Практические, кривые распределени: строят следующим образом. Измеряют партию деталей (изделий) по параметру, точность которого надо определить. Результат измерения записывают в порядке их получения в виде отклонений от номинального значения параметра или в риде фактических ре зультатов измерения. Затем составляют таблицу распределение (табл. 6.1). Для этого результаты измерения объединяют в ин тервалы и подсчитывают абсолютную частоту % т. е. количестве размеров или отклонений, находящихся в каждом интервале В таблице распределения можно yKf зывать не абсолютную частоту щ, относительную частоту (частосТь), т. mlN. Количество изделий для по-строения кривых распределения следует брать не менее 100, а количеств интервалов - не менее 7. При определении границ интервалов принято начинать ряд, отступа примерно на 0,5 интервала в сторону меньших значений от наименьшей Рис. 6.2. Полигон распределе- встретившегося значения, и заканчи вать ряд, отступая примерно на 0,{ интервала в сторону наибольших зна чений от наибольшего встретившегося значения. На основании таблицы распределения строят полигон распр деления. Для этого (рис. 6.2) по оси ординат откладывают абсо лютную л,- (или относительную частоту, а по оси абсцисс - середину интервала Xi. Соединяя точки пересечения прямыми, по лучим ломаную линию, которую называют также практическо1 кривой распределения. Если увеличивать количество измеряемые изделий и число интервалов, то полученная ломаная линия в пре деле превращается в кривую распределения. Эмпирическое распределение может быть изображено в внд ступенчатого графика, называемого гистограммой распределенШ Высоты прямоугольников гистрограммы равняются частотам (частостям) распределения, а основания - интервалам. * Основными характеристиками эмпирического распределеЯШ являются среднее арифметическое значение х и среднее квадрэтическое отклонение а: t; (6.3) где tii - частота; m - число интервалов (разрядов). 76 При расчете точности технологических процессов практические кривые заменяют теоретическими. В этом случае дифференциальный закон распределения случайных величин х в общем виде записывается как У=?(- ). (6.5) где фСл:)значение ординаты теоретической кривой распределения. Характер распределения случайной величины, графически выражаемой кривой распределения, можно оценить двумя характеристиками: положением центра группирования отклонений и средним квадр этическим отклонением от этого центра. Значение предельного отклонения определяется в зависимости от значения среднего квадрэтического отклонения и зэконэ рэспределения погрешностей. Закон нормального распределения. Для описания производственных погрешностей наиболее часто используется закон нормального распределения. Случайная погрешность подчиняется закону нормального распределения (закону Гаусса) при соблюдении следующих условий: 1) общая погрешность является суммой частных погрешностей, вызванных действием значительного числа случайных факторов; 2) все первичные случайные факторы по своему влиянию на общую погрешность одного порядка, т. е. среди них нет доминирующих; . 3) все случайные факторы взаимно независимы (или малозависимы); 4) число случайных факторов и параметры вызванных им частных погрешностей не изменяются во времен!; 5) число систематических факторов и значения вызванных ими частных погрешностей остаются одинаковыми. Многочисленными экспериментальными исследованиями установлено, что закону Гаусса с достаточным приближением следуют случайные ошибки измерений, выходные параметры функциональных элементов, размеры деталей, полученных обработкой на металлорежущих станках, и др. и: Аналитическое выражение кривой распределения по закону Гаусса имеет вид <?{х)= Jy e-l-M/iM)), (6.6) где ф(л:)-плотность вероятностей, соответствующая абсциссе х (-co<jc<oo); е=2,7183 - основание натуральных логарифмов; (6.7) - среднее кв а др этическое отклонение аргумента (или стандарт распределения); , (6.8) - математическое ожидание (среднее значение случайной величины) . 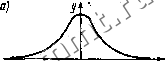 36 26 а б га 3(5 к Рнс. 6.3. Кривая нормального распределения (а), ее построение прн МхФО (б), прн Mx = Q (в) Кривая распределения, соответствующая нормальному закону, симметрична относительно ординаты, проведенной в точке х= :=А1(х), и асимптоматически сближается с осью х (рис. 6.3, а). Такая форма кривой означает, что одинаковые положительные и отрицательные отклонения случайной величины от М{х) равновероятны; меньшие отклонения более вероятны; весьма большие отклонения маловероятны. Максимальная ордината нормальной кривой имеет место при абсциссе М(х) и равна д Утах=1/( /К2)=== 0,4/3,. (6.9) Точки перегиба лежат на расстояниях ±а от оси симметрии; их ординаты г/=г/ ё0.6г/ ах. (6.W) Форма и положение кривой нормального распределения определяются двумя характеристиками: М(х) и о/. При изменении М{х) кривая, сохраняя свою форму, перемещается вдоль оси X, а при изменении ai меняется форма кривой распределения. При больших значениях О/ кривая будет пологой с большдм полем рассеивания, а при малых значениях Oi - сильно вытянутой вверх с малым полем рассеивания. Часто гауссовское распределение применяют в нормированном виде. Нормирование распределения заключается в переходе от случайной величины к вспомогательной функции Z = [x-M{x)\ht, (6.11) для которой М(2)= о, 0,= 1. Плотность вероятности нормированной случайной величины Z, подчиняющейся закону Гаусса, имеет вид Площадь, ограниченная кривой нормального распределения и осью абсцисс, равна единице. Таблица 6.2
Практически пользуются конечными пределами, и вероятность Р того, что отклонения погрешности (или параметра изделия) от среднего значения будут находиться в пределах jci И Хг (рис 6.3, б), равна (6.13) где Ф(Z) вероятностей. e-Pdz - функция Лапласа или интеграл в табл. 6.2 приведены значения функции Лапласа. Они представляют собой вероятность того, что отклонения от средйего значения случайной величины, выраженные в единицах среднего ква-дратического отклонения, будут находиться в пределах от<-г2 до +Z. Для отрицательных значений Z следует учитывать, что функция Лапласа является нечетной, т. е. Ф(-г) = -Ф(г). Пример 6.1. Определить процент изделий Р, имеющих отклонение впределах (рис. 6.3, в) j:i=-,03 и *s=0,05; M(x)=Q. Известно, что распределение погрешностей изделия подчиняется закону Гаусса и а=0,02 им. Количество из-делнй, характеризуемое частью площади, лежащей слева от среднего арифметического, равно Ф(21), а справа -Ф(22): Zl =jri/e = -0,03;/0,02 = -1.5; Ф (-1,5) =-0,4332; - . Z2 = Jr2/< = 0,05/0,02 = 2,5; Ф(2,5) =0,4938. Используя формулу (6.13), получим/5= (0,4938+0,4332) 100% =92,77о. С достаточной для практики точностью теоретическую кривую, имеющую пределы от -оо дО; 4-о0, заменим кривой, имеющей пределы ±36 от центра группирования. При д;=±3а 2=3, в 2Ф(-2) =0.9973. Вероятность того, что параметры детали (изделия) будут выходить за эти Пределы, равна 0,0027. Практически эта вероятность равна нулю, и диапазон (поле) рассеяния погрешностей иэ- Готовления ш можно определить по формуле < / = 6с.,. (6.14) Точность технологического процесса при выполнении конкретной операции сопоставляется с требуемой точностью путем сравнения поля допуска 6i с предельным практическим полем рассеи-,рання для данного технологического процесса. Технологический процесс обеспечивает требуемую точность, если bidii. При сопоставленнн среднее значение должно совпа-i дать с серединой поля допуска. В практике встречаются законы распределения погрешностей, существенно отклоняющихся от закона нормального распределения. Для характеристики таких распределений, введены коэффициенты относительной асимметрии и относительного среднего квадратического отклонения. . Коэффициент относительной асимметрии щ характеризует величину смещения центра группирования отклонений (рис. 6.4) от середины поля рассеяния:
Рис. 6.4. Асимметричная кривая распределения: £д - вомннальный размер а,=(Л1(л:;)-Д< р/(0.5а);). (6.15) где Affli--координата середины поля рассеяния; ©{ -поле рассеяния; М (л)-координата центра группироваиня (математическое ожидание). Из формулы (6.15) следует, что . Л1(л:,)=А<.,4-0,5а,а),. (6.16) Коэффициент относительного среднего квадратического отклонения kl характеризует закон рассеяния номинальных размеров или нх отклонений Х,=2з,/а),. (6.17) Для закона нормального распределения аг=0, Ki-l/S. Суммарную погрешность технологического процесса находят на основании теорем теории вероятностей по следующим правилам. Величины, характеризующие центры группирования составляющих ошибок, складываются алгебраически, так как среднее значение суммы случайных величин равно сумме средних значений этих величин. На основании формулы (6.16) где Л/--коэффициент влияния (передаточное отношение). Индекс А относится к величинам, характеризующим суммарную погрешность. Координата середины поля рассеяния суммарной погрешности Д->л=2 Л (Д., 4-0,50,0),)-Сбодо). (6.19) Величины, характеризующие рассеивание отклонений составляющей общей погрешности, суммируют квадратично, так как дисперсия суммы независимых случайных величин равна сумме дисперсий этих величин: (6.20) 2 V л2,2 На основании уравнения (6.17) о?=(Х,а),/2)2. Подставляя полученное значение щ в уравнение (6.20), полу-
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||