
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины Совмещенная структура полупроводниковой интегральной миЫ росхемы представляет сочетание полупроводниковых элементов пассивными тонкопленочными. При этом обеспечивается незав! симость действия тонкопленочных элементов от кремния. 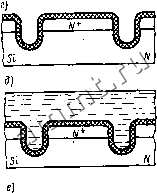 Рис. 17.29. Последовательность изготовления биполярной структуры с изоляцией поликристаллическим кремнием: а -эпитаксия; б - оксидирование н фотолитография; в -травление; г -удаление лака н осаждение SiOj; 5 - выращивание кремния; е - шлифование Такие схемы позволяют свести к минимуму большое числС ограничений, накладываемых диффузионными структурами, пр сохранении хороших электрических параметров. Однако выхо годных схем уменьшается из-за большого количества операций! ШСг SlOj Б 3 к VT 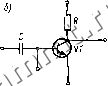 Рис. 17.30. Совмещенная микросхема: а - структура; б - эквивалентная электрическая схема На рис. 17.30, а представлена структура совмещенной схемЬ с МОП-конденсатором и тонкопленочным резистором, а на рис: 17.30, б - ее эквивалентная электрическая схема. Диффузионные структуры создаются так же, как и в рассмотренном ранее случае (см. рис. 17.23). Прн осаждении диэлектрика конденсатора толщину слоя ЗЮг надо контролировать с большой точностью, так как тонкий слой уменьшает напряжение пробоя, а его избыточная толщина - величину емкости. После этого осуществляют процесс травления, который определяет расположение контакта к нижнему электроду конденсатора. Затем на всю поверхность пластины напыляют алюминий и последующим травлением удаляют его с мест расположения резистора. Пленка нихрома напыляется на всю поверхность оксида и алюминия, который вытравливается из нихрома. Такая операция называется обратным травлением, так как при стравливании нижнего слоя удаляется и верхний слой. Сохраняется только ни-хромовый резистор. Для создания контактов на всю поверхность напыляется алюминий и проводится его селективное травление. Алюминий служит верхним электродом конденсаторов, контактом к нихромовым резисторам и соединениями между всеми компонентами. Полупроводниковые интегральные микросхемы на сапфировой подложке отличаются тем, что все элементы схемы создаются в тонком эпитаксиальной слое кремния, выращенном на подложке. Такие схемы имеют большую радиационную стойкость, высокие быстродействие (время задержки составляет до 0,7 не на один вентиль), занимают малую площадь (до 307о по сравнению с обычной схемой). Однако технологические трудности, связанные с эпитаксией кремния на сапфир, и высокая стоимость ограничивают область применения таких схем. Развитие электронной техники во многом определяется применением новых полупроводниковых материалов, среди которых особое место занимает аморфный гидрогенизированный кремний. Использование аморфного кремния для изделий электронной техники определяется простотой их получения, низкой стоимостью и наличием определенных электрофизических свойств. Аморфные полупроводники изготовляют в виде тонких пленок путем разложения силана в плазме тлеющего разряда с легированием их в процессе роста атомами фосфора или бора. Пленки, получаемые разложением силана, обладают фотоэлектрическими свойствами. Распространенным методом получения пленок аморфного кремния является высокочастотное ионно-плазменное распыление в атмосфере аргонно-водородной плазмы. Этот метод распыления Имеет несколько модификаций, отличающихся спосо.бом распыления (магнетронное, на постоянном токе и т. д.). Менее распространенным является метод химического осаждения из паровой фазы, так как вследствие высокой температуры подложки (870 К) повышается количество дефектов в пленке. глава 18 сборка и герметизация микросхем 18.1. Разделение полупроводниковой пластины на отдельные кристаллы Основные операции сборки микросхем - разделение общей подложки на отдельные чипы (кристаллы), монтаж чипа в корпусе, герметизация и контрольные испытания. Для обеспечения низкой стоимости важно, чтобы на возмож- но большем числе операций производилась одновременная o6pa7,i ботка максимального количества микросхем на единой подложке. Первой операцией, для которой требуется разделение общей пластины, является монтаж в корпусе. Для устранения вредного влияния влаги и пыли сборочные операции выполняют в условиях микроклимата с очень низко влажностью. Такую среду можно получить в специальной камер или скафандре, воздух в котором обеспыливается и осушивается хлористым кальцием. В скафандре можно поддерживать относительную влажность порядка 1%. В него вводят под небольши давлением очищенный и осушенный газ, что препятствует проникновению наружного воздуха через щели..и рабочие отверстия ска-фандра. Резиновые диафрагмы на передней панели скафандрг позволяют оператору работать без значительного нарушения гер метичности. Во избежание испарения влаги с рук применяют рези новые перчатки. Для облегчения сборочных операций скафандр снабжают микроскопом. Размеры, форма и конструктивные осо бенности скафандров зависят от характера выполняемых one раций. Скрайбирование с последующим раскалыванием. Скрайбирова ние является основным методом разделения полупроводниковы; пластин на отдельные чипы. Перед разделением пластины каждую схему проверяют на функционирование при помощи измери тельной зондовой головки, которая контактирует с выводным площадками. Неисправные схемы помечают краской и после раз деления пластины отбраковывают. Контроль осуществляют в два этапа. На первом этапе измеря-. ют сопротивление проводников, наличие коротких замыканий и обрывов. На втором этапе контролируют функционирование микросхемы по специальным тестам с использованием автоматизированных систем контроля (АСК). Пластину при этом устанавливают на вакуумный столик, а контактные площадки кристалла соединяют с блоками АСК с помощью зондовой головки. Скрайбирование заключается в нанесении на поверхность пластины в двух взаимно перпендикулярных направлениях рисок (царапин). Под ними образуются напряженные области, и при сла- бом механическом воздействии пластина разламывается на отдельные части вдоль линий скрайбирозания. Процесс осуществляется на прецизионной установке алмазным резцом (рис. 18.1, aj. Пластина / вакуумным присосом прижимается к столику 3. Алмазный резец 2 посредством кривошипно-шатунного механизма 4 совершает возвратно-поступательное движение и наносит на поверхность пластины риски. Столик с закрепленной пластиной автоматически передвигается на требуемую величину. Пластина после нанесения рисок по всей ее площади поворачивается на 90°, и процесс повторяется. Для облегчения скрайбирования в нужных местах удаляют слой диоксида кремния. 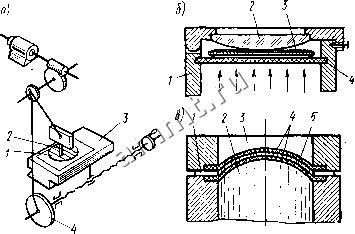 Рис. I8.I. Разделение полупроводниковой пластины на чипы: о - скрайбирование; б - ломка иа сферической опоре; в - ломка с помощью эластичных мембран Раскалывание пластин после скрайбирования. Раскалывание пластин осуществляют путем консольного изгиба на сферической опоре, прокаткой пластины между валиками или ломкой с помощью ролика, который перемещают по подложке, расположенной на гибкой опоре. Основными причинами брака при ломке являются сколы материала подложки на пересечении линий скрайбирования и ветвление трещин. При изгибе на сферической опоре 2 (рис. 18.1, б) пластину 3 укладывают рисками вниз на тонкую резиновую мембрану 4, края которой закреплены в цилиндрическом корпусе /. В корпус подают сжатый воздух, который растягивает мембрану и прижимает пластины к сферической опоре. Полный цикл разламывания плас- 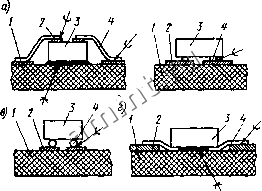 тин составляет 30...40 с. Такой способ обеспечивает качественну ломку пластин диаметром до 60 мм. На рис. 18.1, в показано устройство для ломки пластины помощью эластичных мембран. Пластину 5 помещают между дву. мя мембранами 4 и центрируют с помощью гибкого кольца 1\ При подаче в нижнюю полость 2 сжатого воздуха мембраны зажатой между ними пластиной изгибаются в полость 3, ломая е на кристаллы. г1 Лазерное скрайбирс вание. Оно обеспечивае высокую производитель! ность и повышенный про цент выхода годных плг стин. При лазерно1 скрайбировании на пол) проводниковой пласти! создаются разделитель ные канавки (риски) nj тем испарения узкой не лосы материала под воа действием лазерного на лучения. Ширина рисе Рис. 18.2. Монтаж бескорпусиых активных nibif элементов: глубина скраибировани / - подложка; 2 -контактная площадка; 3 - мик- СОСТЗВЛЯеТ 40...100 МК1 росхема; 4 - выводы ЗЗВИСИМОСТИ ОТ ТОЛЩ: ны пластин). Лазерно! скрайбирование применяют также для разделения пластин из с талла, керамики и других материалов. Недостатками лазерного скрайбирования являются сложност и высокая СТОИМОСТЬ оборудования, а также загрязнение поверх* ности обрабатываемой пластины продуктами испарения. Во избе жание попадания испарившихся частиц на поверхность пластин применяют пленки фоторезиста или других покрытий, однаю при этом необходима дополнительная операция по их удалению, Наиболее перспективным является метод сквозного разделени: пластин на кристаллы одиночным алмазным диском. Этот мето, позволяет улучшить качество кристаллов за счет исключени операции ломки наастин. 18.2. Монтаж навесных элементов на подложке Навесные элементы изготовляют в миниатюрных корпусах илщ бескорпусном исполнении. Последние имеют малые размеры и ши-i роко применяются в микросборках и гибридных интегральных схе4 мах. По форме выводов бескорпусные активные элементы деляТ! на две группы: с проволочными мягкими выводами (рис. 18.2, ащ И объемными (жесткими) выводами. К последней группе относятся столбиковые (рис. 18.2, б), шариковые (рис. 18.2, в) и балочные (рис. 18.2, г) выводы. Элементы с проволочными мягкими выводами. Их крепят на плате эпоксидным клеем с последующей пайкой к контактным площадкам. Наиболее часто используют клеи ВК-9, К-400, компаунды КГ-102 и др. Элементы с жесткими выводами. Применение бескорпусных элементов с жесткими выводами дает возможность автоматизировать процесс их установки. Совмещение выводов с контактными площадками выполняют методом перевернутого кристалла. Для совмещения применяют полупрозрачную призму, на которую помещают кристалл. При наблюдении в микроскоп при этом видны одновременно контактные площадки подложки и выводы кристалла. После совмещения их призма убирается и кристалл опускается на подложку. Точность совмещения составляет ±0,015 мм. Присоединение выводов осуществляется пайкой или термокомпрессионной сваркой. Балочные выводы получают электролитическим осаждением золота толщиной -10 мкм.. Они выходят за пределы кристалла, что упрощает операцию совмещения их с контактными площадками. Кристалл закрепляют на подложке эпоксидным клеем, а выводы с контактными площадками соединяют микросваркой. 18.3. Корпуса микросхем Корпуса служат для защиты микросхем от климатических и механических воздействий. Корпус состоит из основания и крышки. В основании монтируют конструктивные элементы, необходимые для установки микросхемы и проводника, посредством которых интегральная микросхема соединяется с коммутационной платой. По форме и расположению выводов корпуса делят на шесть типов (табл. 18.1). Каждый тип. характеризуется габаритными размерами, числом выводов и расположением их относительно плоскости основания. Подтипы корпуса отличаются порядком расположения выводов, способом их отгибки и др. Примеры конструктивного выполнения корпусов приведены на рис. 18.3, а-е. На крышке корпуса выполняется ключ, указывающий начало отсчета выводов. Позиции выводов обозначаются в возрастающем порядке от первого вывода, который обозначается точкой. Более высокую плотность компоновки микросхем на печатной плате обеспечивают корпуса прямоугольной формы, которые выполняют со штыревыми (типы I и 2) или планарными (тип 4) выводами.
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |
||||||||||||||||||||