
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины уменьшение этой зоны существенно снижает прочность соединения. Качество структуры проверяют путем металлографического анализа. При этом исследуют характер и величину интерметаллических прослоек на границе раздела припой - металл , определяют наличие дефектов и инородных включений. Неудовлетворительное состояние структуры соединения свидетельствует о неправильном выборе или нарушении режимов пайки (температуры, времени, скорости охлаждения припоя и др.). Механическую прочность соединения определяют по усилию разрушения на разрыв или срез; холодный спай выявляется при проверке на вибропрочность. Качество паяного соединения характеризуется также [переходным сопротивлением, которое находят как среднее арифметическое этого сопротивления, определенное по трем замерам. Переходное сопротивление должно быть не более З-Ю * Ом. Хорошо выполненные паяные соединения имеют интенсивность отказов 10- ... 10- 1/ч. Наиболее распространенные дефекты в паяных соединениях - это газовые поры (раковины) и холодный спай. Мелкие поры образуются вследствие выделения газов, попадания в припой оксидных пленок и перегрева припоя при пайке. Раковины являются результатом усадки, происходящей при кристаллизации, и недостаточного заполнения зазора припоем. Большое влияние на качество паяного соединения оказывает режим пайки, т. е. совокупность параметров н условий, при которых она осуществляется. Под параметрами понимают температуру пайки, время выдержки при этой температуре, скорость нагрева и охлаждения, а под условиями - способ нагрева, припой, флюс (газовую среду), давление на соединяемые заготовки. Холодный спай является следствием заниженной температуры пайки. Для получения качественного соединения температура нагрева паяльника должна быть выше температуры плавления припоя примерно на 50°С. Более высокая температура вызывает сильный окислительный процесс и способствует быстрому выходу паяльника из строя. Главные условия безопасной работы при пайке - это хорошая вентиляция участка, защита от ожогов и умение обращаться с флюсами и припоями. Оловянно-свинцовые припон содержат токсичные вещества, которые могут вызвать загрязнения кожи рук и одежды работающих. Все флюсы во время пайки выделяют газы, а канифолевые флюсы - газы и большое количество дыма. Во избежание попадания токсичных веществ в организм человека необходимо после работы с припоями и флюсами тщательно мыть руки. 13.2. Групповые методы пайки Групповые методы пайки применяют для монтажа электрорадиоэлементов на печатной плате. Особенностью процесса групповой пайки является одновременное выполнение большого числа монтажных соединений. В настоящее время применяют различные способы групповой пайки. Однако наиболее широкое распространение получили два способа: пайка погружением в расплавленный припой и пайка волной припоя. При всех способах групповой пайки процесс начинается с подготовки поверхности печатной платы, которая заключается в зачистке мест пайки и обезжиривании. Зачистку выполняют эластичными кругами с абразивным порошком или металлическими щетками. Затем поверхность платы обезжиривают в растворе спирта с бензином и обдувают воздухом до полного высыхания. Защита участков платы, не подлежащих пайке, осуществляется маской из бумажной ленты, пропитанной костным клеем. Маску приклеивают к плате так, чтобы места пайки не выходили за пределы отверстий в маске. Вместо бумажной маски применяют слой краски, наносимой через сетчатый трафарет. Краска должна противостоять непосредственному воздействию расплавленного припоя, температура которого доходит до 260°С. Следующим этапом является нанесение флюса и подогрев платы, который удаляет влагу и уменьшает термический удар в момент погружения платы в расплавленный припой. Испарение влаги уменьшает разбрызгивание припоя и образование газов, приводящих к пористости соединения. Процесс пайки установленных на плате элементов заключается в нанесении расплавленного припоя на обработанные флюсом поверхности. При пайке погружением (рис. 13.7) плату помещают в кассету и погружают в расплавленный припой (обычно П0С61) на половину толщины платы. Затем включают вибратор, что создает условия для проникновения флюса и припоя. Амплитуда вибрации устанавливается экспериментально для каждого типа и размера плат в пределах такого максимального значения, при котором не происходит разбрызгивания флюса и припоя. Время выдержки при температуре припоя 240°С составляет 6 ... 11 с, а при температуре припоя 250°С -4 ... 8 с. Ванны для припоя оснащают терморегуляторами, поддерживающими температуру припоя в заданных пределах, и реле времени со звуковой сигнализацией. Нагревательные элементы обеспечивают более интенсивный нагрев дна ванны. В этом случае благодаря естественной конвекции в жидком припое будет происходить Непрерывное его перемешивание, обеспечивающее однородность состава припоя во всем объеме ванны. По окончании пайки плату извлекают из припоя и, не выключая вибратор, выдерживают над ванной 5 ... 7 с. Недостатками пайки погружением являются коробление плат вследствие температурных деформаций, необходимость поддержания постоянной высоты уровня припоя в ванне и быстрое окисление расплавленного припоя. Повышенное коробление ограничивает применение этого метода для плат размером до 150 мм. 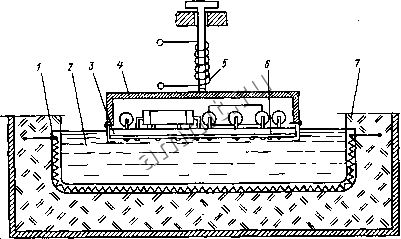 Рнс. 13.7. Пайка погружением в расплавленный припой: i - электрнческнй обогреватель; 2 - расплавленный припой; 3 - печатная плата с установленными радиодеталями; 4 - приспособление для установки платы; 5 - вибратор; 5 -маска; 7 - изоляция Предохранение платы от загрязнения оксидной пленкой достигается использованием очистителей зеркала припоя и кассет специальной конструкции. Установка для пайки с очистителем показана на рис. 13.8. Ванна / с припоем (рис. 13.8, а) поднимается, и дворник (очиститель) 3 погружается на некоторую глубину в расплавленный припой (рис. 13.8, б). Пока ванна неподвижна, дворник, перемещаясь вместе с платой 2, удаляет с поверхности припоя оксидную пленку. Затем ванна поднимается до соприкосновения зеркала припоя с местами пайки (рис. 13.8, в). В этом положении происходит выдержка, необходимая для осуществления пайки, а затем ванна возвращается в исходное положение. Пайка в кассете показана на рис. 13.9. Плата 4 с при-чособлением 3 помещается в кассету 2. При опускании кассеты J ванну с припоем 1 она раздвигает оксидную пленку 5, которая располагается по граням кассеты. Когда кассета раскрывается, то припой, свободный от оксидной пленки, поступает в кассету и осуществляет пайку. После пайки кассету извлекают из ванны и выдерживают некоторое время. Вертикальное погружение всей 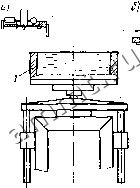 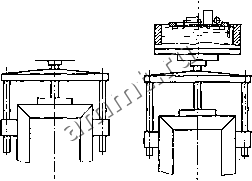 Рис. 13.8. Пайка плат погружением с вертикальным подъемом ванны платы в расплавленный припой затрудняет удаление жидких и газообразных остатков флюса, что может привести к захвату его припоем и образованию мостиков, соединяющих близко расположенные проводники. Пайка погружением с опрокидыванием платы (рис. 13.10). При этом методе устраняются недостатки предыдущего метода. В ванну погружают сначала один конец платы (рис. 13.10, а), затем постепенно другой конец. Подъем платы производится под Некоторым углом а, чтобы припой стекал и не образовывал наплывов. Кинематическая схема установки показана на рис. 13.10, б. На валу 1 установлены кривошип 2 и кулачки 6, 7, взаимодействующие с выключателями, которые управляют частотой вращения электродвигателя. Кривошип соединен с шатуном 5, который шарнирно закреплен на ползуне 4, перемещающемся по Штанге 3. При подходе к зеркалу припоя и погружения в припой Вал вращается медленно, а после выхода из припоя переключается на быстрое вращение. 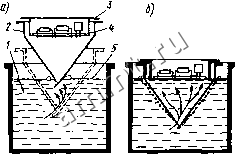 Рис. 13.9. Пайка погружением в кассете: а - погружение; б - пайка Пайка волной припоя представляет собой процесс, при котором нагрев паяемых материалов, перемещаемых над ванной, и подача припоя к месту соединения осуществляются стоячей волной припоя, возбуждаемой в ванне. Под стоячей волной понимается состояние среды, при которой расположение максимумов и минимумов перемещений колеблющихся точек среды не меняется во времени. При пайке волной припоя (рис. 13.11) устраняется возможность быстрого окисления припоя и температурных деформаций платы. В ванне 5 находится припой, расплавленный нагревателем 4. Печатная плата 2 проходит по гребню волны 1, которая создается Рис. 13.10. Пайка погружением с опроки- подачей припоя через соп-дыванием платы: ло определенной формы а - технологическая схема; б - кинематическая валом с крыльчаткой 3. По- стоянный контакт платы с припоем обеспечивает быструю передачу теплоты, что сокращает время дайки. Пайка струей припоя является разновидностью метода пайки волной припоя. При этом происходит более интенсивное перемешивание припоя, что обеспечивает большую равномерность  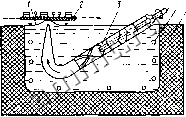 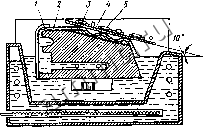 Рис. 13.11. Пайка волной припоя Рис. 13.12, Каскадная пайка температуры и состава припоя, а также свободную от оксидов поверхность припоя. Пайка волной припоя может быть реализована каскадным методом (рис. 13.12), обеспечивающим более стабильную волну припоя по высоте, Каскад / состоит из гребней 3, расположенных под углом 10°. Расплавленный припой 2 из ванны подается на верхнюю ступень каскада. Дальнейшее движение припоя происходит самотеком, с последнего гребня припой стекает обратно* в ванну. Плату 4, покрытую флюсом, помещают в кассету и перемещают по направляющим, расположенным под углом 10°. При этом происходит последовательное трехкратное касание мест пайки с припоем, что обеспечивает качественную пайку выводов всех элементов 5, установленных на печатной плате. 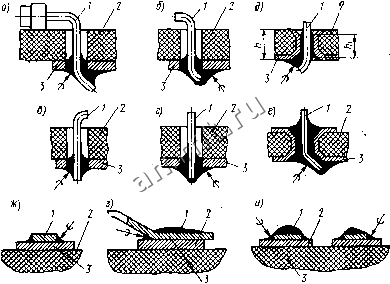 Рис. 13.13. Формы паяных соединений печатных плат: а-г - с иеметаллизироваииыми отверстиями; д-е - с металлизированными отверстиями; ж-и -с плаиарными выводами (/ - вывод; 2 -плата; 3 - контактная пющадка) Заключительной операцией при всех методах групповой пайки является удаление маски. Для этого печатную плату погружают на 0,8 ... 0,9 ее толщины в ванну с горячен водой (;=90°С) и выдерживают до тех пор, пока она не отклеится (2 ... 3 мин). Затем плату обдувают горячим воздухом до полного высыхания. Удаление флюса осуществляется в ванне со смесью бензина (50%) и спирта (50%). Форма паяных соединений на печатных платах показана на рис. 13.13. Заполнение припоем металлизированных отверстий производится на высоту /zi(2/3)/i. Допускаются заливная форма пайки и -отсутствие припоя на торцах.
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |