
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Электронные вычислительные машины Тогда поле рассеяния суммарной погрешности (6.21) 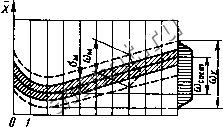 2 S f 5 6 7 8 3 10 Рис. 6.5. Точностная диаграмма Наиболее широко применяют следующие статистичеекие методы расчета и анализа технологических процессов: метод кривых распределения и метод точностных диаграмм. Метод кривых распределения. Метод является наиболее универсальным. С помощью данного метода можно исследовать точность получения заготовок, механической обработки и сборки, а также определить точность ряда специфических операций. Кривую распределения можно рассматривать как объективную характеристику точности операции. Сопоставляя эти кривые, можно наглядно представить, как отражается изменение того или иного фактора на точности обработки, установить наличие доминирующих или систематических факторов, а также определить значения коэффициентов асимметрии и относительного рассеяния, необходимых для расчета размерных и кинематических цепей. Кривые распределения характеризуют точность законченного технологического процесса без учета последовательности изготовления деталей. Метод точностных диаграмм. Метод используют для определения изменения положения центра группирования и изменения мгновенного рассеяния отклонений параметров деталей во времени. На рис. 6.5 приведен пример теоретической точностной диаграммы. По оси абсцисс отложены номера последовательно взятых групп, а по оси ординат - вычисленные для каждой группы значения среднего арифметического х, мгновенного среднего ква-дратического отклонения сГм и предельных отклонений (верхнего и нижнего). Разность этих отклонений представляет собой поле мгновенного рассеяния о>м. Таким образом получаем характеристику изменения указанных величин во время протекания процесса обработки. При построении точностных диаграмм число деталей в каждой группе рекомендуется брать равным 25. 6.4. Размерные цепи Размерная цепь - совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замк-82 Рис. 6.6. Линейная цепь: а - конструктивное изображение; б - схема нутый контур. С помощью размерной цепи можно определять точность расположения поверхностей или осей одной детали или нескольких деталей (сборочная размерная цепь). По взаимному расположению звеньев их делят на линейные, плоские, угловые и пространственные. Линейные размерные цепи. (рис. 6.6). К линейным относятся размерные цепи, звеньями которой являются линейные размеры. Каждая размерная цепь состоит из одного замыкающего звена и двух (или более) составляющих звеньев. Замыкающее звено непосредственно пе задается, а получается последним в процессе обработки детали или сборки. В сборочных цепях за замыкающее звено принимается зазор в соединении, совпадение оси симметрии двух деталей, перекрытие деталей и др. При этом зазор или натяг расматривают как самостоятельное звено, которое в отличие от других может иметь номинальный размер, равный 0. Составляющие звенья линейной цепи обозначаются прописными буквами русского алфавита с индексом, соответствующим порядковому номеру звена. Замыкающему звену присваивается индекс А. Для размерной цепи, приведенной на рис. 6.6, составляющими будут размеры Bi, Вг, Вз, В, а замыкающим - Вд. Передаточным отношением называется коэффициент, характеризующий степень и направленность влияния составляющего звена на замыкающее. Если передаточное отношение не равно единице, то для его определения составляется уравнение, связывающее составляющее звено с замыкающим. Для линейных размерных цепей, имеющих звенья, расположенные на параллельных линиях, удобнее не вводить понятие передаточного отношения, а все составляющие звенья представлять в виде увеличивающих и уменьшающих. Увеличивающим называется составляющее звено размерной цепи, с увеличением которого замыкающее звено увеличивается. Уменьшающим называется составляющее звено размерной цепи, с увеличением которого замыкающее звено уменьшается. Увеличивающие звенья имеют знак при передаточном отношении положительный, а уменьшающие - отрицательный. Передаточные отношения равны -1 для звеньев jBi, Вз и Bi (рис. 6.6) и -f-1 для звена Бг. Основными свойствами всякой размерной цепи является замкнутость и взаимосвязанность. Цепь замкнута, если обход ее в одном направлении от какого-либо звена приведет вновь к этому же звену. Взаимосвязанность заключается в том, что изменение ве- личины любого звена влечет за собой изменение положение других звеньев и величины замыкающего звена. Основным уравнением линейной размерной цепи, отнесенной к номиналам, будет По S суммируются значения, относящиеся к увеличивающим размерам цепи, по - к уменьшающим. Над буквой, обозначающей увеличивающее звено, ставится стрелка, направленная вправо, а под уменьшающим звеном - стрелка, направленная влево. Допуск замыкающего звена бд размерной цепи является функцией допусков составляющих звеньев, т. е. где hi - допуск составляющих звеньев; п - общее число составляющих звеньев. Расчет размерной цепи может иметь две задачи: прямую и обратную. При решении прямой задачи (проектный расчет) исходя из установленных требований к замыкающему звену определяют номинальные размеры, допуски, координаты середин полей допусков и предельные отклонения звеньев, составляющих размерную цепь. При решении обратной задачи (поверочном расчете) исходя из значений номинальных размеров, допусков, координат их середин, предельных отклонений составляющих звеньев определяют параметры замыкающего звена. Размерные цепи рассчитывают по методу максимума-минимума или вероятностным методом. Расчет по методу м аксиму м а - м и н и м у м а. Диапазон колебаний замыкающего звена при расчете на максимум и минимум определяют по предельным (крайним) отклонениям составляющих звеньев размерной цепи путем простого суммирования, т. е. при условии самого неблагоприятного сочетания размеров составляющих звеньев. Такое сочетание мало вероятно, особенно если число звеньев более четырех. Поэтому при проверочном расчете колебания замыкающего звена получаются больше действительных, а при проектном расчете допуски на составляющие звенья - чрезмерно точными. Основные уравнения для решения размер,иых цепей максимум и минимум: min. t .max (6.24) (6.25) При этом (6.2Я) Пример 6.2. Найти предельные значения замыкающего звена (обратная задача) размерной цепи (рис. 6.6), если Bi = 5+.3; В2=22--28; Вз=4+>. ; g+0,20 Решение. На основании формул (6.24) и (6.25) имеем BP = + Bf + В ) = 22 - (5 + 4 + 8) = 5; В = fif дтах дгаах = 21,72 - (5,16 -f 4,16 + 8.2) ==4,2. Окончательно получим В =4,6±0,4. Проверим расчет по формуле (6.23): 5 =0,16-f 0,28+0,46+0,2=0,8. Для решения прямой задачи (проектный расчет) принимают равные допуски для всех составляющих звеньев. Среднее значение допуска определяют по формуле Sep = уи = 0,8/4 = 0,2. (6.27) При установлении допусков иа конкретное звено это значение нужно скорректировать в зависимости от конструкции звена, возможности выдержать допуски и выполнить условие (6.23). Расчет размерных цепей на максимум-минимум обеспечивает полную взаимозаменяемость. Однако он экономически целесообразен для цепей, состоящих из малого количества звеньев, или для цепей малой точности. Вероятностный метод расчета. Этот метод учитывает рассеяние размеров и вероятность различных сочетаний отклонений составляющих звеньев размерной цепи. Основные уравнения для решения размерных цепей вероятностным методом можно получить из правил суммирования случай-, ных взаимонезависимых величин. Принимая поле (диапазон) рассеивания погрешностей равным допуску б на изготовление звена, с помощью формулы (6.19) получим Ki=M<oi -f 0,5а,8,) - 0,5а , где At-передаточное отношение i-ro составляющего звена. В большинстве практических задач отклонение замыкающего звена можно считать подчиняющимся закону Гаусса, т. е. ад=0, откуда (6.28) где Асод, Acos, Acof - соответственно координаты середины полей допусков замыкающего звена, увеличивающих и уменьшающих звеньев. Допуск замыкающего звена можно определить с помощью формулы (6.21.): 8д-(1Ад) 1=1 (6.29) В размерную цепь могут входить размеры деталей, ошибки которых находятся в линейной функциональной или коррелятивной зависимости. Суммирование их должно производиться с учетом групп отклонений, связанных функциональной зависимостью или добавочным слагаемым, содержащим коэффициент корреляции. Пример 6.3. Решить размерную цепь (см. рис. 6.6) вероятностным методом (обратная задача). Известно, что рассеяние отклонений размеров подчиняется закону нормального распределения. Решение. Номинальное значение замыкающего звена определим по формуле (6.22): = Вг - (Bi + Вз 4-В4) = 22 - (5 + 4 + 8) = 5. При Л,= 1 и ai = a=-d, согласно (6.28), Aw= -0,14-(0,08 + 0,08 +0,100)= -0,4. Прн Я4=Яд= 1/3, согласно (6.29), Вд =)/ 0,162 + 0,282 + 0,162 4-0,202 = 0.41. Окончательно получим Вд= 4,6 ± 0.205. Проектный расчет (прямая задача) производится путем назначения для всех составляющих звеньев равных значений допусков и одинаковых значений Яд н Я,-. Полученные значения допусков корректируют, а затем проводят поверочный расчет. Формулу для определения среднего значения допуска можно получить из уравнения (6.29). Считая, что все звенья в равной степени влияют на образование погрешности, получим blnblpl 8ср = 8д п, (6.30) откуда Sep=0,8 4=0,4. При решении обратной задачи вероятностным методом допуск замыкающего звена получается меньше, чем при расчете на максимум и минимум, а при решении прямой задачи допуски на соответствующие размеры получаются больше, чем при расчете по формуле (6.27). Вероятностным методом рассчитываются размерные цепи, для которых оказывается экономически оправданным риск возможного выхода за пределы поля допуска замыкающего звена у части изделий. #Примечание. Кроме рассмотренных методов для достижения требуемой точности замыкающего звена используют методы групповой взаимозаменяемости, пригонки и регулировки и др. Плоские и пространственные размерные цепи. Эти цепи решают теми же методами, что и линейные. Для этого их приводят к виду линейных размерных цепей путем проектирования размеров на одно направление, обычно совпадающее с направлением замыкающего звена. Размеры пространственной цепи проецируют на две или три взаимно перпендикулярные оси. Проекции звеньев включаются в качестве обычных звеньев в линейные размерные цепи. 6.5. Качество поверхности Качество поверхности характеризуется геометрическими и физическими параметрами. С геометрической точки зрения качество поверхности определяется отклонениями реальной поверхности от идеальной. Эти отклонения могут быть разделены на три группы: микронеровности (шероховатость), макронеровности и волнистость. Границу Между этими группами можно установить по отношению шага L неровностей к высоте Н. Для микронеровности 1/Я50; для макроотклонения L/H>\000; для волнистости 1/Я=50.. .1000. Основными технологическими факторами, влияющими на шероховатость обработанной поверхности, являются геометрия и состояние режущей кромки инструмента, режимы резания, свойства обрабатываемого материала, вид смазывающе-охлаждающей жидкости и др. Качество поверхности заготовок определяется методом их получения. Заготовки, изготовляемые литьем, горячей штамповкой, прессованием, прокаткой, в той или иной мере копируют поверхность рабочей формы или прокатных валков. Шероховатость поверхности существенно влияет на многие эксплуатационные характеристики изделия, в частности на их износоустойчивость, прочность соединений, трение, коррозионную стойкость и др. Оценка шероховатости производится в соответствии с ГОСТ 2789-73, который разработан в соответствии с Международным стандартом на основе системы М (от англ. medium -середина). В системе М шероховатость измеряют от единой базы, за которую принята средняя линия профиля т (рис. 6.7). Средняя линия профиля т - базовая линия, имеющая форму номинального профиля поверхности и делящая измеряемый профиль так, что в пределах базовой длины / сумма квадратов расстояний 1/1, У2,-,Уп точек профиля до этой линии минимальна. Положение средней линии можно определить по профилограмме.
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |