
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Пневматические приборы низкого давления кости достигает поплавка и поднимает его, то последний закрывает выпускной дроссель пневматического сервомотора, управляющего дроссельной системой регулирования, и тем самым закрывает впускной вентиль. В этом случае можно сравнить регулирующий дроссель с пневматическим выключателем, потому что здесь был бы достигнут такой же эффект, если бы регулирующий дроссель был заменен электрическим контактом, действующим на магнитный клапан. По мере открытия выпускного вентиля открывается впускной вентиль. Регулятор пытается удержать поплавок в заданном положении и реагирует на каждое отклонение от заданной величины открытием впускного вентиля. При достижении или превышении заданного значения впускной вентиль выключается. Итак, речь идет о процессе регулирования с интегрирующим регулируемым объектом и двухпозиционным регулятором. При этом незначительной зоной пропорциональности регулятора пренебрегают. Это находит свое отражение в блок-схеме процесса регулирования, где регулятор изображается в виде нелинейного звена с релейной характеристикой, а не в виде пропорционального звена. На обратное действие сигнала указывает элемент не . Если такую систему использовать для установления уровня воды в резервуаре, то впускной вентиль закрылся бы сразу же после достижения нужного уровня, однако, как только открылся сливной клапан, сразу открылся бы впускной, а это нежелательно. В этом случае необходима дозировка определенного количества жидкости, которая служит для заполнения реактора в химической промышленности, так как в процессе работы необходимо, чтобы впускной вентиль больше не мог открыться, если открыт выпускной. Это требование может быть выполнено при помощи запоминающего устройства, которое помнит однажды полученный сигнал от поплавка до тех пор, пока не поступит новый сигнал на запоминание и тем самым сотрет первый. На фиг. 7.6 (стр. 258) показано приборное выполие-ние пневматического вычислительного устройства, где двухмембранный решающий усилитель используется в качестве дискретной ячейки памяти, а одномембранный решающий усилитель -в качестве простого усилителя давления для перехода от рабочего диапазона решающих усилителей к диапазону сервомотора. Легко заметить, что это вычислительное устройство отличается от обычных схем, работающих на непрерывных сигналах, только способом включения и наличием рабочего контура. В противоположность контуру регулирования этот контур прерывается тогда, когда полученный сигнал достигает конца цепочки. На блок-схеме это видно особенно отчетливо. Так как контур выключается ячейкой памяти, то можно в противоположность контуру регулирования говорить о выключающемся контуре. Часто схемы управления для автоматизации производственных процессов состоят из большого числа взаимодействующих контуров и цепей выключения. Ясное представление о совместной работе всех звеньев дает только блок-схема. Но так как технические решения и используемые приборы также представляют интерес, то показаны схемы включения приборов. Однажды уже объясненные группы приборов будут изображаться на блок-схеме с помощью соответствующих обозначений блоков. Теперь легко набросать общую схему включения приборов. Если необходимо точно дозировать и одновременно смешивать две жидкости, а не одну, то это может происходить так, как показано на фиг. 7.7. Вначале первая жидкость течет через впускной вентиль до тех пор, пока не достигнет поплавка 1, ограничивающего заданный уровень. Затем впускной вентиль 1 закрывается и открывается впускной вентиль 2 для второй жидкости, которая наливается до тех пор. пока не будет достигнут поплавок 2, ограничивающий уровень жидкости. Как следует из блок-схемы, теперь речь идет о двух одинаковых цепях выключения (это видно также на схеме включения приборов). Есть небольшое, но существенное отличие; в то время как включение процесса заполнения для первой жидкости производится вручную, например, кратковременным нажатием на кнопку, включение второго контура происходит одновременно с выключением первого, автоматически. Таким образом, после короткого нажатия на кнопку включения процесс 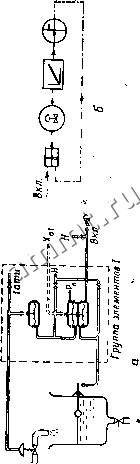 g. й к I 2 <=: ё я о. с 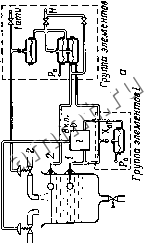 >> a: о §1 § i >. a cf a, о i i © заполнения дозирующего резервуара протекает автоматически. Но при этом необходимо потребовать, чтобы после нажатия на кнопку слива дозируемая жидкость выливалась в реактор. После того как это произойдет, клапан слива к реактору должен закрыться и должен начаться процесс дозировки. Тем самым необходима еще одна цепь выключения, которая следит за процессом опорожнения дозирующего устройства и начинает новое заполнение. Конструктивная группа П1 на фиг. 7.8 показывает включение приборов для этого контура выключения Из соображений безопасности необходимо, чтобы опорожнение дозирующего резервуара было возможно только тогда, когда процесс заполнения заканчивается в правильной последовательности. Поэтому необходимо сде-лать зависимыми сигнал опорожнения от сигнала включения и заполнения. Для этого требуется элемент И, который. реализован в конструктивной группе IV (фиг. 7.8). Таким образом, процесс дозировки полностью автоматизирован и протекает следующим образом. После нажатия кнопки включения, если резервуар заполнен правильно, открывается выпускной клапан и реагирующая жидкость течет в реактор. После опорожнения дозирующего резервуара закрывается выпускной клапан и открывается впускной клапан для первой жидкости. После того как жидкость достигла заданного уровня, закрывается впускной клапан 1 и открывается впускной клапан 2, до тех пор пока не будет достигнут предусмотренный уровень жидкости. Затем закрывается впускной клапан 2 и дается сигнал на сливное устройство о том, что закончился процесс заполнения и мог бы начаться процесс опорожнения. Таким образом, управление процессом, как показывает блок-схема, осуществляется тремя последовательно включаемыми цепями. 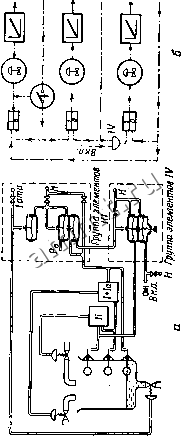 S м сг ш я S о. 5 о. S 1= в- I 1< 5. Полная автоматизация загрузочного производства с помощью непрерывных и дискретных вычислительных элементов Полная автоматизация процесса загрузки выдвигает столько проблем техники управления, регулирования и производства, что здесь невозможно подробно познакомиться со всем этим. Выбранные примеры также не дают исчерпывающих объяснений, однако необходимо рассмотреть некоторые основные вопросы и указать возможности технических решений. Прежде всего необходимо показать связь аналоговых и дискретных вычислительных операций. Теперь мы в состоянии выполнять почти все вычислительные операции, встречающиеся в технике управления и регулирования. На фиг. 7.9 приведен пример полностью автоматизированного процесса загрузки, включая вышеописанную систему автоматического дозирования. Производственный процесс протекает следующим образом. После того как заполнен дозирующий резервуар, можно нажатием кнопки включено заполнять реактор. Когда опорожнение дозатора закончено, закрывается впускной клапан к реактору и одновременно открывается вентиль горячего пара. Вначале температура в реакторе непрерывно повышается до достижения температуры испарения воды и остается такой до тех пор, пока не испарится большое количество воды. Регулятор давления с задающей величиной W\ обеспечивает постоянное давление в реакторе и удаление растворяющей воды вместе с отработанным паром. После испарения большей части воды температура начинает повышаться до достижения заданного значения. Затем паровой вентиль закрывается и одновременно вступает в действие реле времени, которое медленно по заранее заданной функции времени оказывает влияние на регулятор давления, обеспечивая непрерывное понижение давления. После полного падения давления задающая величина W2 регулятора давления становится равной нулю; далее по сигналам реле времени отключается регулятор давления-и одновременно открывается выпускной вентиль. Происходит опорожнение реактора и, когда оно заканчивается, нажимают
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |