
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Металлические покрытия МПП явно неприемлем, а электролиты с высокой рассеивакэ-щей способностью имеют, как правило, малую скорость осаждения. Повышение температуры для интенсификации процесса в наши.х условиях оказалось недопустимым. Например, в электролите пирофосфатного меднения стойкость эмульсии на основе поливинилового спирта оказалась недостаточной при температуре выше 306 К. Для повышения скорости осаждения в отверстиях в работе [84] применили проток электролита, который создает в отверстиях усиленное перемешивание приуме- Таблица 20 Влияние условий осаждения на толщину покрытия в отверстиях ii* Электролит
Пирофосфатный электролит меднения ренном перемешивании электролита у поверхности платы. Для проведения экспериментов был выбран наряду с другими электролитами электролит пирофосфатного меднения состава, кг/м: пирофосфатный комплекс меди (в пересчете на металл) -20, пирофосфат калия (общий) - 400, нитрат калия - 20, аммиак - до рН 8,5. Двусторонние печатные платы для экспериментов изготавливались комбинированным позитивным методом. В каждой плате сверлилось 200 ... 300 отверстий диаметром 0,6 мм. Для лучшей воспроизводимости конфигурации отверстий механическое зенкование не проводилось, оно было заменено химическим зенкованием в растворе хлорного железа (удельный вес 1,37 ... 1,39) при температуре 323 . .. 328 К в течение 40 ... 60 с. Результаты некоторых опытов приведены в табл. 20. Исследования показали, что применение проточного электролита позволяет значительно улучшить качество покрытия в отверстиях, причем при пирофосфатном меднении толщина покрытия в отверстиях превышает не менее чем в 1,5 раза толщину покрытия на проводниках, а скорость осаждения составляет 1 ... 1,5 мкм/мин. Во втором случае электроосаждение происходит при одновременной катодной и анодной поляризации покрываемого изделия от двух независимых источников питания, иными словами, с непрерывным наложением анодной составляющей (ННАС) [85]. Принципиальная электрическая схема электроосаждения с ННАС изображена на рис. 11.3. Схема содержит две цепи: катодную, состоящую из катода (покрываемое изделие), источника ,2 Л I-S- 1 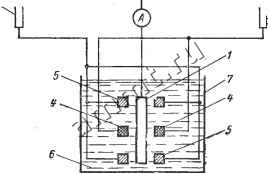 Рис. 11.3. Электрическая схема электроосаждения с ННАС: / - покрываемая деталь; 2 - источник питания; 3 - постоянное сопротивление; 4 - анод; 5 ~ дополнительный электрод; 6 - электролит; 7 - корпус электролизера. питания, постоянного сопротивления и анода; и анодную, состоящую из анода (покрываемое изделие), источника питания, постоянного сопротивления и дополнительного электрода. Процесс электроосаждения осуществляется при условии /к>/а, где /к - сила тока в катодной цепи; / - сила тока в анодной цепи. Скорость электроосаждения определяется алгебраической суммой токов в катодной и анодной цепях /с, которая фиксируется амперметром, помещенным в общую ветвь катодной и анодной цепей: /е=/ +/а. Плотность тока = где S - площадь покрываемого изделия. За критерий оценки электрического режима осаждения по схеме с ННАС принято отношение /а к, которое показывает долю анодного процесса и может характеризовать распределение тока и металла на поверхности покрываемого изделия. Разброс толщины покрытия был определен на нескольких сериях разнотипных деталей радиоэлектронной аппаратуры. Сравнительное исследование однотипных деталей показало, что при использо- (,вании обычной схемы электроосаждения с режимом электролиза, обеспечивающим среднюю толщину покрытия 10 мкм, разброс ее составлял 57%, а при использовании схемы с ННАС - 4%: Это позволило снизить толщину покрытия при электроосаждении по схеме с ННАС до 5 мкм, сохранив при этом такую же мини- мальную толщину покрытия, как и при осаждении по обычной электрической схеме с толщиной покрытия 10 мкм. Исследование физико-механических свойств осадков, осажденных по схеме с ННАС, показало, что свойства электролитических осадков улучшаются за счет снижения внутренних напряжений и пористости: внутренние напряжения первого рода уменьшаются примерно на 25%, второго рода - на 50% и пористость - на 25%). После осаждения меди на ее поверхность наносятся различные покрытия, в основном сплавы. Осаждение электролитических сплавов - важный способ получения покрытий с новыми физико-химическими свойствами. Покрытие гальваническиАли сплавами Покрытие сплавом олово - свинец (60% олова и 40% свинца) наносится на печатные платы для улучшения пайки элементов и в качестве защитного резиста при травлении. Состав электролита, кг/м: фторборат олова (в пересчете на металл) - 55, фторборат свинца (в пересчете на металл) - 25, борфтористоводородная кислота (свободная)-40, столярный клей - 5. Процесс осаждения сплава ведется при катодной плотности тока 1 А/дм. Рассеивающая способность электролита 17% [86]. В качестве блескообразующих добавок используются клей, пептон, желатин. Электро-166
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |