
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Частичная автоматизация компрессора тремя ступенями до давления 60--70 KzcfcM. При этом давлении температура конденсации углекислоты составляет 20-30° С. Цикл среднего давления используется в тех случаях, когда для охлаждения конденсатора применяют холодильную установку, например аммиачную с температурой кипения -30 -=--35° С. Конденсация углекислоты в такой установке происходит при давлении 16-20 kzcjcmP-. В установках, работающих по циклу низкого давления, охлаждение конденсатора осуществляется холодильным агентом при температуре кипения около -50° С. Давление конденсации углекислоты составляет 8-9 kzcjcmP-. Наибольшее распространение получили установки, в которых сжижение происходит по циклу высокого давления. На принципиальной схеме автоматизации установки для сжижения углекислоты (рис. 56) показан трехступенчатый уг-лекислотный компрессор Км, который засасывает углекислый газ из линии /. Сжатый в 1-й ступени до давления 4-6 кгс/см,. газ охлаждается в погружном холодильнике IX и затем очищается от масла и воды в маслоотделителе Ш. Затем газ сжимается в цилипдре 2-й ступени до 12-18 kzcjcm и вторично охлаждается и очищается в аппаратах 2Х и 2М. Наконец, после сжатия в цилиндре 3-й ступени .до 50-70 кгс/см углекислый газ предварительно охлаждается в двухтрубном холодильнике ЗХ очищается в маслоотделителе ЗМ и фильтре Ф и затем сжижается в конденсаторе Кд. Оттуда по трубопроводу жидкая углекислота подается к сухоледной установке или к устройствам для наполнения баллонов. Автоматизация сжижающей установки в основном состоит в защите компрессора от опасных режимов и сигнализации о не-нормальностях в работе. Все сигнализаторы защиты целесообразно разбить на две группы. В первую группу входят сигнализатор давления 1СД, контролирующий подачу масла в подшипники, сигнализаторы 1СТ, 2СТ и зет, воспринимающие температуру нагнетания всех трех ступеней, и сигнализатор уровня СУ, срабатывающий при накоплении масла и воды в отделителе 1М. Эта группа приборов воспринимает параметры, не требующие немедленной остановки компрессора. Поэтому перечисленные приборы воздействуют на устройство предупредительной сигнализации ПС, которая включает звуковой и световой сигналы. Одновременно зажигается лампа, соответствующая парамет-тру, вышедшему из нормы. В устройстве предупредительной сигнализации имеется реле времени, которое в течение 10-20 сек оставляет включенными звуковой и световой сигналы. 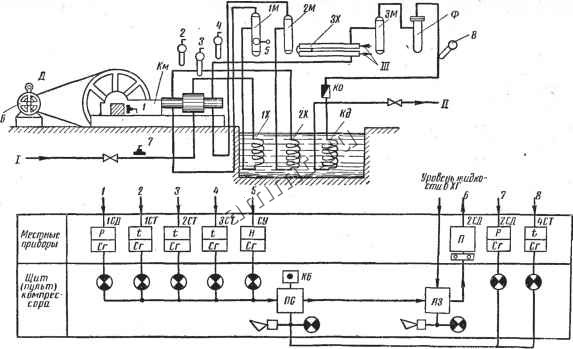 Рис. 56. Принципиальная схема автоматизации установки для сжижения углекислоты: Км - компрессор: Д - двигатель; IX, 2Х, ЗХ - промежуточные холодильники 1-й, 2-й и 3-й ступени; Ш, 2М п ЗМ - маиоотделители; Ф ~ фильтр; трубопроводы: / - подачи углекислого газа из химической части завода; - отвода жидкой углекислоты: III - подачи води. Если в этот промежуток времени дежурный персонал нажмет кнопку бдительности КБ, то подача предупредительных сигналов прекращается, в то время как сигнал сработавшего датчика продолжает гореть до устранения неполадок. Если же персонал не ответит в заданное время и не нажмет кнопку, то сработает устройство автоматической защиты A3, которое отключит пускатель П и остановит двигатель Д. Во вторую группу защитных приборов входит сигнализатор уровня жидкости 2СУ в холодильнике газа ХГ (см. рис. 52). Он действует непосредственно на схему защиты A3, вызывая немедленную остановку компрессора. При срабатывании защита, кроме остановки компрессора, включает аварийную сигнализацию, которая по звуку и цвету должна отличаться от предупредительной. Кроме рассмотренных приборов, устанавливается сигнализатор 2СД (см. рис. 56), который срабатывает при понижении давления всасывания и предупреждает об уменьшении подачи углекислого газа. Сигнализатор 4СТ срабатывает и подает сигнал при уменьшении температуры газа на входе в конденсатор ниже 40° С и предотвращает конденсацию углекислоты в охладителе ЗХ. Обратный клапан КО необходим для устранения перетечек углекислоты из конденсатора в нижние ступени при аварийных остановках, а также для облегчения пусков компрессора. Рассмотренная схема применяется в том случае, когда компрессор выполняет роль основного. Если компрессор работает в качестве дополнительного, т. е. отсасывает пары из сухоледной части завода, то цилиндр 1-й ступени всасывает газ, образовавшийся в генераторах сухого льда, к цилиндру 2-й ступени дополнительно подводится газ от 2-го промежуточного сосуда, 3-й ступени - от 1 -го промежуточного сосуда. Схема автоматизации сухоледной установки, работающей по циклу высокого давления, представлена на рис. 57. Жидкая углекислота от сжижающей установки по линии / поступает в батарею Б, где хранится при давлении 60- 70 кгс/см. Жидкость, необходимая для производства, проходит через две секции теплообменника Т, где охлаждается парами, отсасываемыми из 1-го и 2-го промежуточных сосудов. Охлажденная жидкость дросселируется в регулирующем вентиле до давления 24-28 KzcjCAfi и накапливается в промежуточном сосуде 7/7- Ее температура снижается до -12-=--8° С. Образовавшиеся при дросселировании, а также при кипении пары отводятся через теплообменник к всасывающей стороне 3-й ступени дополнительного компрессора. Далее жидкость вторично дросселируется до давления 8 кгс1смР- и при температуре -44° С находится в промежуточном сосуде 2ПС. Пары из промежуточного со-
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |