
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Металлические покрытия МПП рубаются (или сверлятся) на специальных приспособлениях базовые отверстия, которые располагаются и выполняются с большой точностью по отношению к рисунку схемы. Технологическое поле по периметру оставляется для большей жесткости слоя, чтобы уменьшить усадку после травления рисунка схемы. При выборе исходного материала особое внимание следует уделять определению прочности сцепления медной фольги с изоляционным основанием и внешнему виду диэлектрика. Текстура наполнителя (стеклоткани) должна быть равномерно покрыта связующим--смолой, иначе при травлении фольги травильный раствор проникает под печатный проводник и происходит отслоение проводника. При использовании материалов, имеющих пузырьки воздуха, раковины и непропрессовки, химические растворы проникают в свободные полости, что значительно снижает сопротивление изоляции. Следует обращать внимание на качество нанесения смолы, 470 особенно важно в тех случаях, когда необходимо использовать минимальное количество слоев стеклоткани (ограничена толщина МПП). Во время нагрева материала происходит расплавление смолы, проникновение ее в наполнитель (стеклоткань) и равномерное распре деление по всей склеиваемой площади. Одновременно под действием температуры происходит процесс желати-низации смолы и удаление некоторой части летучих веществ. При неравномерном нанесении смолы на прокладочную стеклоткань смола не успевает распределиться по всей поверхности платы и при прессовании может произойти частичное смещение печатных проводников и образование складок на наружных слоях. На внутренних слоях такое смещение может привести к нарушению целостности цепей. Неправильно выбранные скорости нагрева и охлаждения изделий из стеклопластиков являются основной причиной значительных внутренних напряжений в материале многослойной печатной платы, снижения адгезионной прочности между смолой и стеклотканью, появления трещин и коробления. При большой скорости возрастания температуры основные реакции отверждения проходят быстро, продукт отверждения при этом получается хрупким, неоднородным, со значительными внутренними напряжениями. С уменьшением скорости нагрева механические свойства диэлектрика улучшаются. Для равномерного распределения температуры и давления по всей поверхности прессуемого материала его помещают между бумажными прокладками: тепло от плит пресса на материал передается постепенно. Практически при склеивании МПП удобнее применять по одному листу картона в качестве прокладки, заменяя его после каждой запрессовки. 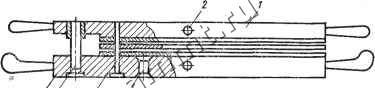 5 6 Рис. 8.1. Приспособление для прессования (склеивания) МПП: / - верхняя плита; 2 -отверстие для термопары; 3 -нижняя плита; 4 - иа-правлкющая колонка; 5 - фиксирующий палец; -отверстие для разъема. Совмещение отдельных слоев МПП по базовым отверстиям и последующее прессование (склеивание) выполняются в специальном приспособлении (рис. 8.1). Нижнюю и верхнюю плиты приспособления изготовляют из стали марки Ст20 и .нормализуют, чтобы избежать коробления. Толщина плит колеблется от 16 до 20 мм в зависимости от габаритов изготавливаемой платы. Плиты шлифуют по обеим плоскостям, направляющие колонки обеспечивают их полную параллельность. Большая толщина плит позволяет периодически шлифовать рабочие поверхности. В торцах плит имеются отверстия для введения термопар. Габаритные размеры нижней плиты должны быть больше прокладочных листов на 30 ... 50 мм с каждой стороны по периметру, так как при прессовании возможно вытекание значительного количества смолы, которая, затвердевая, затрудняет разъем плит. Фиксирующие штыри для совмещения слоев платы устанавливаются в нижнюю плиту по прессовой посадке. Количество их зависит от выбранной технологии и размера плат. Расстояние между центрами пальцев должно быть выдержано с той же точностью, что и расстояние между знаками (крестами) для совмещения фотошаблонов. Точность изготовления штырей по диаметру, а также точность их установки на нижней плите обес-108 печивает совмещение слоев при склеивании МПП. Иногда точность совмещения настолько важна, что сначала прессуют два-три слоя, а потом соединяют их в целую плату. Прокладочные листы непосредственно соприкасаются с поверхностью наружных слоев МПП. Чистота обработки поверхности прокладочных листов должна составлять V8 ... V10. Толщина их зависит от габаритов МПП и колеблется в пределах 1,5...2 мм. Отверстия в прокладочных листах выполняются больше диаметра фиксирующего штыря на 0,1 мм и не имеют зенковки. Чтобы гарантировать получение плат без пустот и газовых пузырей, склеивающие прокладки должны быть как минимум втрое толще применяемой (35 мкм) медной фольги. Склеивающие прокладки общей толщиной 75 мкм не заполнят промежутков между слоями, если учесть, что толщина их уменьшается вследствие прессования на 30%. В отечественной промышленности для из1 отопления МПП методом металлизации сквозных отверстий используются следующие материалы: фольгированный диэлектрик марки ФДМТ-1 и стеклоткань прокладочная СПТ-3. Отечественные прокладочные стеклоткани, применяемые для склеивания слоев МПП, характеризуются следующими основными параметрами: толщиной стеклоткани, количеством нанесенной смолы, содержанием летучих веществ, растворимостью нанесенной смолы в ацетоне. Если в ранее выпускаемых прокладочных стеклотканях растворимость в ацетоне являлась критерием живучести прокладочной стеклоткани, которая изменялась со временем, то для стеклоткани СПТ-3 этот параметр не является показательным. Прокладочная стеклоткань СПТ-3 пропитана высокомолекулярной смолой ЭДЛ, находящейся в стадии неполной полимеризации (стадия В). Растворимость прокладочной стеклоткани в ацетоне изменяется в течение длительного времени. Для более полной характеристики этой прокладочной стеклоткани необходим новый технологический показатель- текучесть смолы. Под текучестью обычно понимают потерю массы образцом, спрессованным из прокладочной стеклоткани, в процентах к исходной массе. Материал с текучестью более 45% не пригоден к использованию, так как в момент размягчения и бурного вытекания связующей смолы печатные проводники
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |