
(926)274-88-54
Бесплатная доставка.
Бесплатная сборка.
График работы:
Ежедневно. С 8-00 до 20-00.
Почта: soft_hous@mail.ru
|
|
Звоните! (926)274-88-54 Бесплатная доставка. Бесплатная сборка. |
Ассортимент тканей График работы: Ежедневно. С 8-00 до 20-00. Почта: soft_hous@mail.ru |
  
|
Читальный зал --> Солнечные элементы 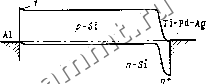 Рис. 4.15. Энергетическая зонная диаграмма типичного кремниевого солнечного элемента; толщина и-слоя увеличена: 1 - электрическое поле вблизи тыльного контакта Слой л-типа толщиной 0,4-0,5 мкм создают диффузионным способом, затем наносят злектрические контакты и просветляющее покрытие. Зонная диаграмма солнечного элемента приведена на рис. 4.15, а параметры типичного злемента на основе л* -р - р*-структуры следующие. Параметры фиолетового солнечного элемента* р-слой Легирующая примесь..................... А1 Толщина, мкм..........................0,5 Те, мкс................................0,4 Ь ,мкы...............................1-10 Базовый слой Легирующая прнмесь.....................В р-типа Толщина, мкм...........................250 р,см-................................. Ю* Мр, см/(В-с)........................... 300 Д ,см/(В-с)........................... 1200 р,Ом-см............................... 2-3 Tg, мкс................................. 6-50 Z, ,mkm................................ 100-400 5*2,см/с............................... 0,3-10 S*,cm/c............................... 10* Диффузионный Легирующая примесь.....................Р и-слой Толщина, мкм.......................... 0,1-0,2 п, среднее значение, см .................. (1 20) - Ю Мр,см2/(В-с)............................ -50 Д среднее значение, см/с ................ 1 р, среднее значение. Ом см................ 10 -10 р на поверхности, Ом/см ................. 25-500 Tj.mkc.................................10 -10 S**.cm/c...............................lO Солнечный Площадь, см............................4 элемент IV, мкм................................~0,4 F, В...................................~ 0,94 /{х,0м-см2..............................0,05-0,3 Расстояние между токосъемными полосами на лицевой поверхности, мм..................5-30 Степень покрытия лицевым токосъемом, %.. . 5-10 * Большинство параметров относится к фиолетовому элементУ, однако ряд из них присущ другим, и поэтому данные не характеризуют какой-хшбо один элемент. Фиолетовый элемент, созданный в 1973 г., имел р*-слой, но электрическое поле вбхшзи тыльного контакта преднамеренно не создавалось. *2 Эффективная скорость поверхностной рекомбинации при наличии поля вблизи тыльной поверхности. * В-отсутствие поля у тьшьной поверхности. ** Поверхность, пассивированная окислом. Переход формируется при диффузии атомов Р или As из газообразных диффузантов РНз, Р0С1 или AsH, содержащихся в газе-носителе. Для подавления образования мертвого слоя поверхностную концентрацию примеси ограничивают. С этой целью иногда добавляют кислород, образующий диффузионное стекло на основе ЗЮг, которое затем удаляют. В качестве тыльного контакта обычно используют слой А1, осажденный методом термического испарения в высоком вакууме. Для инициирования диффузии части слоя А1 проводят термический отжиг (например, при температурах 500-800°С в течение 15 мин). Образующийся при этом р*-слой снижает контактное сопротивление. Для создания достаточно толстого р*-слоя толщиной 0,2 мкм требуется отжиг при 700-800°С в течение 4 ч, и одновременно образуется электрическое поле, снижающее влияние поверхностной рекомбинации на тыльной поверхности (4.5.2). Лицевая контактная сетка имеет сложный состав. Наилучшим материалом для контакта могло бы стать серебро, однако оно имеет плохую адгезию к чистой поверхности Si. Для ее улучшения используют промежуточный слой Ti толщиной 40 нм. Однако во влажной среде между Ti и Ag происходит электрохимическая реакция, поэтому между ними для предотвращения коррозии часто вводят слой Pd толщиной 20 нм. Лицевой контакт отжигают при 500-600° С в течение 5-30 мин. Для уменьшения сопротивления собираемому току толщина слоя Ag должна быть достаточно большой (около 5 мкм). Для уменьшения последовательного сопротивления Rs солнечного элемента дополнительно наносят припой Pb-Sn, окуная его в расплав, тем самым увеличивая поперечное сечение токосъемной дорожки. Лицевой контакт имеет форму сетки, контактные полоски которой в зависимости от удельного сопротивления и толщины -слоя разделены зазором от 0,03 (в случае фиолетовых элементов) до 0,3 см и соединены общим токосъемом. Контактная сетка и общий токосъем занимают от 5 до 10% общей площади элемента. Многослойный Ti -Pd -Ag-контакт иногда наносят и на тыльную поверхность, в частности при создании туннельного контакта к р*-слою, легированному алюминием. Поскольку в используемом спектральном диапазоне (от 0,35 до 1,1 мкм) коэффициент отражения чистого кремния принимает значение 33-54% [Runyan, 1965], на его поверхность необходимо наносить просветляющие покрытия. Оптимальное однослойное покрытие снижает коэффициент отражения в этом интервале примерно до 10, а двухслойное - до 3%. В качестве просветляющих покрьггий используют слои SiO, SiO, Si3N4, AI2O, ТЮг и Таг О;, причем последний из них особенно эффективен для солнечных элементов с расширенной областью спектральной чувствительности ввиду его вьюокого пропускания в УФ-диапазоне. Об использовании текстурированной поверхности для снижения отражения будет рассказано в 4.4.4. Нанесением просветляющего покрытия заканчивается изготовление солнечного элемента, причем оно служит также для пассивации поверхности и защиты ее от коррозии под воздействием атмосферы. Солнечные элементы, используемые в космосе, дополнительно покрывают стеклом для защиты от протонов низких энергий. 4,4,2. Этапы изготовления Ниже приводится технологическая цепочка изготовления солнечного элемента: 1) контроль качества кремниевого слитка (диаметр слитка может пре-вьпнать 15 см, а длина - более полуметра); 2) разделение на пластины [толщина их обычно 0,5, а потери на пропил при резке составляют 0,2 мм; с помощью пилы образуются дефекты, которые удаляют затем путем полировки и (или) травления поверхности] ; 3) обезжиривание и очистка; 4) механическая полировка (вместо этого, как правило, используют химическую полировку на большую глубину); 5) травление (например, полирующее при 110°С в 40%-ном растворе NaOH + Н2О, затем можно использовать травитель, создающий тексту-рированную поверхность); 6) окончательная очистка (чередование очистки в растворах НС1 - Нг О и HF и промьшки); 7) проведение двусторонней диффузии фосфора (из смеси газов РНз + -ь Аг - 62 при 865 ° С в течение 15 мин); 8) удаление стеклообразного слоя диффузанта путем травления в HF; 9) осаждение А1 толщиной 50 нм на тьшьную поверхность методом испарения в вакууме; 10) проведение диффузии А1 (для создания р*-слоя) при 800°С в течение 15 мин (через и-слой на тьшьной поверхности); 11) маскирование для создания рисунка токосъемной сетки (с помощью фотолитографии или теневой маски); 12) осаждение Ti, Pd и Ag на лицевую и тьшьную поверхности; 13) удаление маски; 14) заключительный отжиг контактов примерно при 550°С в течение 10 мин; 15) погружение в припой; 16) осаждение просветляющего покрытия (например, Ta2 0s) и последующее впекание при 450°С в течение 1 мин; 17) резка на прямоугольники и обработка торцов (удаление диффузионных закороток по торизм); 18) контроль качества и отправка на изготовление солнечных батарей. Описанная схема технологического процесса в значительной мере упрощена, в нее не вошли многочисленные этапы очистки и контроля параметров, необходимые при производстве элементов. В ряде случаев для изготовления сетчатого токосъема применяется способ трафаретной печати с помощью пасты из серебра, включающий последующую термообработку. Например, при промышленном изготовлении дешевых солнечных элементов наземного применения Bicklere а., 1978.
ООО «Мягкий Дом» - это Отечественный производитель мебели. Наша профильная продукция - это диваны еврокнижка. Каждый диван можем изготовить в соответствии с Вашими пожеланияи (размер, ткань и материал). Осуществляем бесплатную доставку и сборку. Звоните! Ежедневно! (926)274-88-54 Продажа и изготовление мебели. Копирование контента сайта запрещено. Авторские права защищаются адвокатской коллегией г. Москвы. |